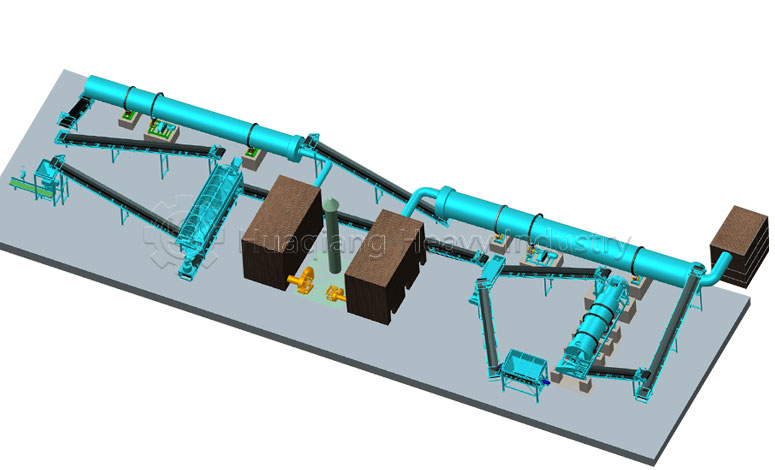
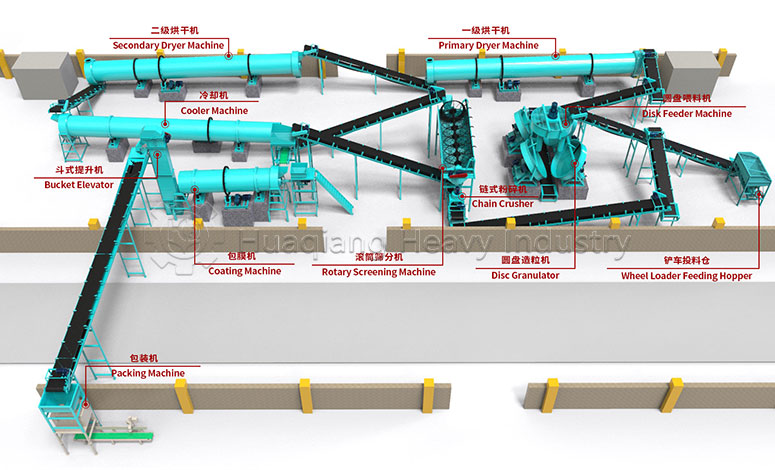
In fertilizer production lines, mixing and granulation are two closely linked yet distinct processes. The double axis paddle mixer and rotary drum granulator are the core equipment in these two processes: one ensures uniform mixing, and the other ensures high-quality granulation.
The double axis paddle mixer is typically located at the front end of the production line, bearing the crucial responsibility of ensuring uniform raw material distribution. Its core principle is “weightless mixing”: two counter-rotating shafts drive the paddles, throwing the material high into the air. In this instantaneous weightless state, raw materials with different specific gravities and particle sizes can fully diffuse and convect. Whether it’s nitrogen, phosphorus, and potassium base fertilizers with significant differences in specific gravity, or trace elements that need to be added, extremely high mixing uniformity can be achieved within minutes.

The rotary drum granulator plays the role of the “former.” It is a slightly tilted rotating cylinder where the material continuously tumbles and rolls after entering. Under suitable humidity and temperature conditions, tiny particles adhere and agglomerate like snowballs, gradually growing into qualified spherical particles.
Although these two pieces of equipment have different functions, they support each other. The more uniformly the mixture is mixed in the mixer, the better the nutrient consistency of the granules produced by the fertilizer granulator; conversely, the granulator’s requirements for the moisture content and agglomeration of raw materials also place higher demands on the mixing effect at the front end.
.jpg)