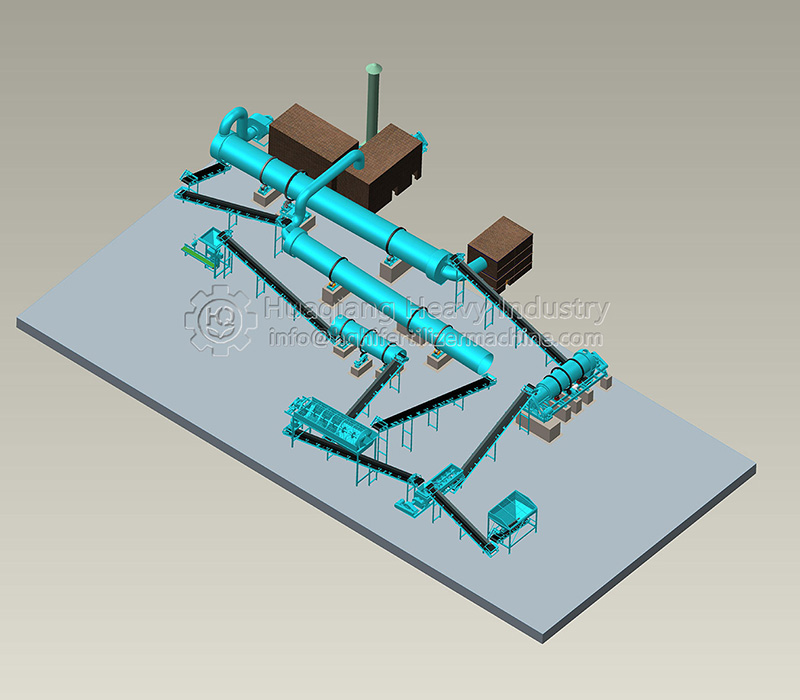
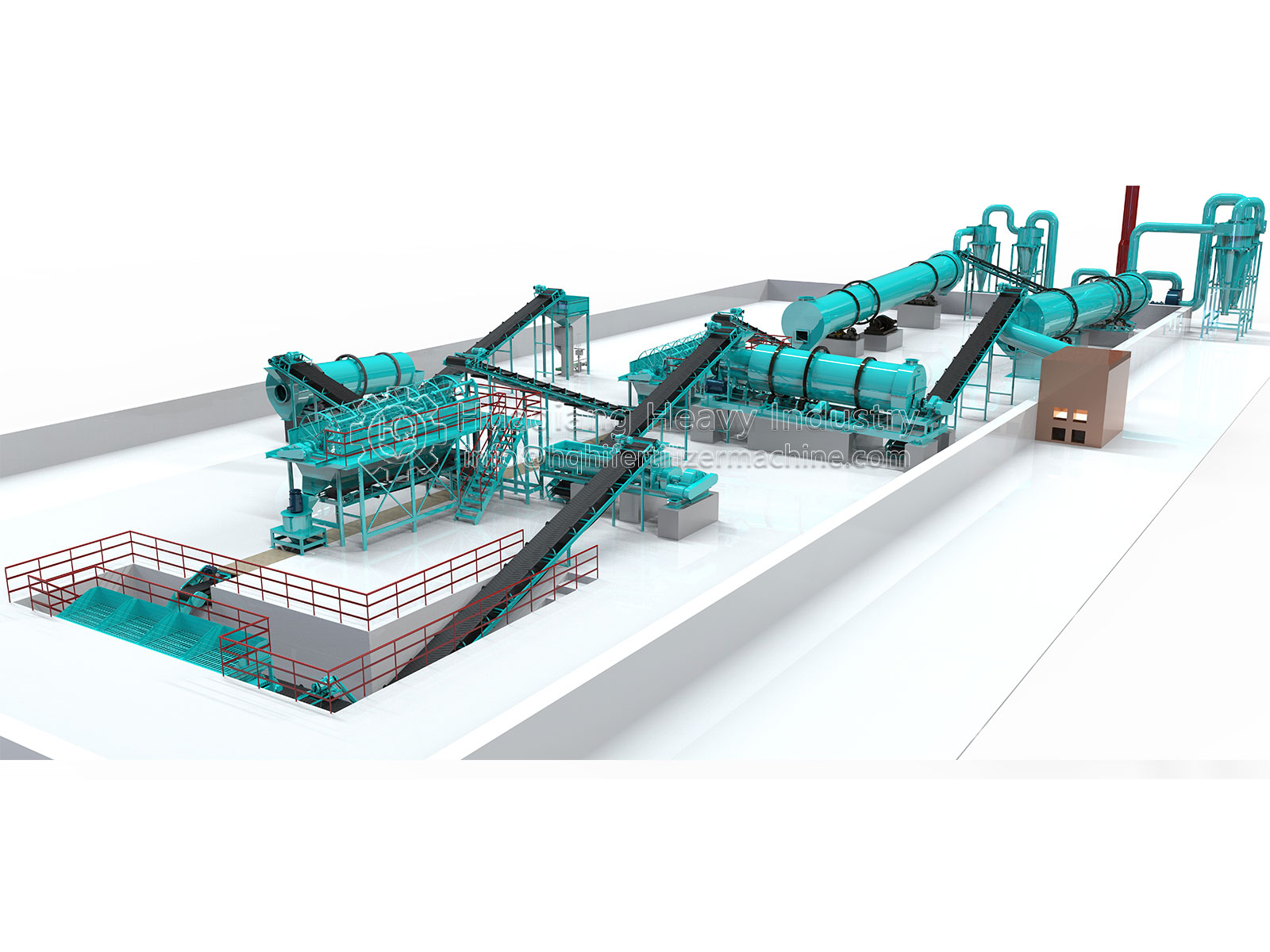
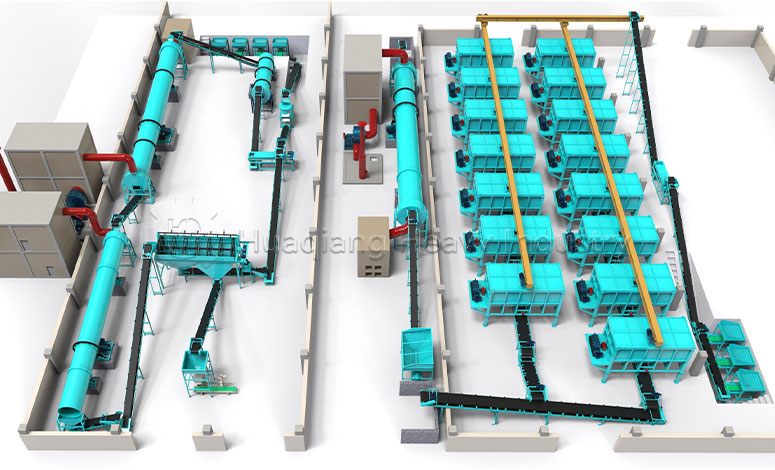
In the world of organic waste treatment, the trough turner acts as a magical alchemist, transforming waste into valuable compost. This versatile machine is the core of any organic fertilizer production line, driving the fermentation process that gives waste a second life. It is an indispensable component for a complete and efficient organic fertilizer line.

Livestock Manure: From Pollutant to Nutrient Source
Chicken, pig, and cattle manure, traditionally seen as troublesome pollutants, find their perfect solution in trough turners. These natural materials, rich in nitrogen, phosphorus, and potassium, are the ideal foundation for bio organic fertilizer production. The turner’s uniform mixing accelerates decomposition, effectively eliminates 99% of pathogens and insect eggs, and transforms offensive odor into an earthy fragrance through scientific treatment, creating a valuable end-product.
Crop Straws: The Glorious Transformation of Field Waste
Corn stalks, wheat straw and other crop residues, often burned in the past causing air pollution, now find new life in trough turners. The turner’s powerful mixing capability perfectly combines straws with other materials, accelerating their decomposition into organic-rich quality fertilizer.
Mushroom Residue & Industrial Byproducts: Models of Waste-to-Resource
Spent mushroom substrate and organic byproducts from breweries, sugar mills etc. contain abundant underutilized nutrients. The trough turner acts like a precise “nutritionist”, converting these “industrial leftovers” into efficient organic fertilizer through controlled fermentation, realizing true circular economy.
Municipal Sludge: Safe Transformation of Urban Metabolic Waste
Sewage sludge, if mishandled, becomes environmental hazards. After strict testing, trough turners can safely stabilize these “urban metabolic wastes” into usable resources. The turning process not only reduces moisture content but also effectively degrades harmful substances through thermophilic fermentation.
From farms to factories, from fields to cities, trough turners are changing how we handle organic waste. They’re not just environmental equipment but green bridges connecting waste to resources, providing innovative solutions for sustainable agriculture and circular economy development.