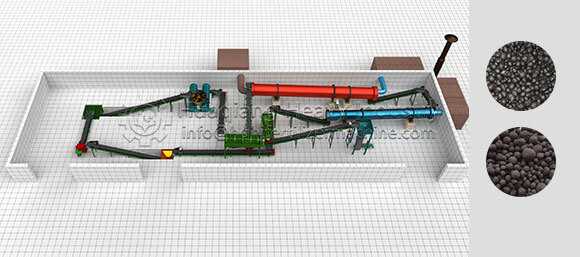
Production Line Overview
NPK fertilizer production lines are comprehensive industrial systems specifically designed to manufacture compound fertilizers containing the three essential nutrient elements: nitrogen (N), phosphorus (P), and potassium (K). Through precise batching, mixing, and processing technologies, these systems can produce fertilizers with specific NPK ratios tailored to different crop requirements.


Production Process Stages
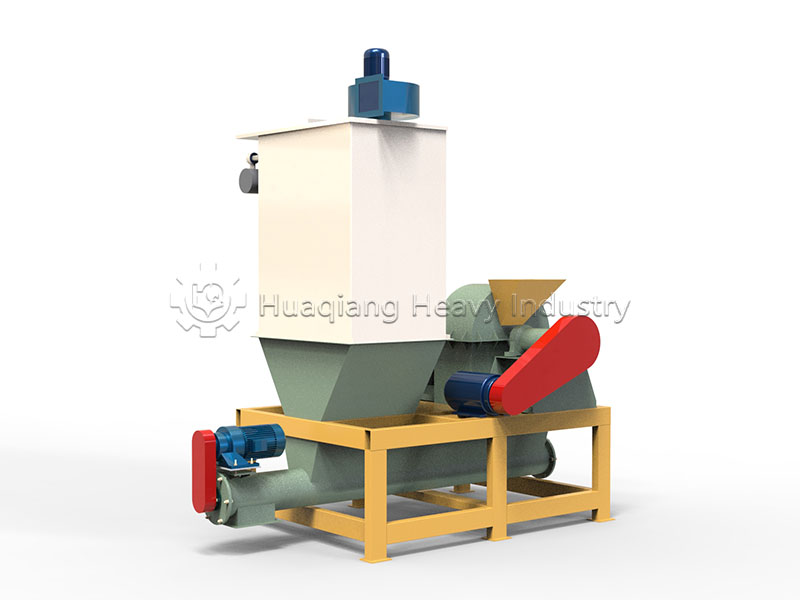
Crushing Stage
Raw materials are crushed into smaller, uniform particles to ensure thorough and even mixing in subsequent processes.
Batching and Mixing
Raw materials such as urea, diammonium phosphate (DAP), and muriate of potash (MOP) are precisely weighed and blended according to specific NPK formulations, ensuring accurate nutrient content in the final product.
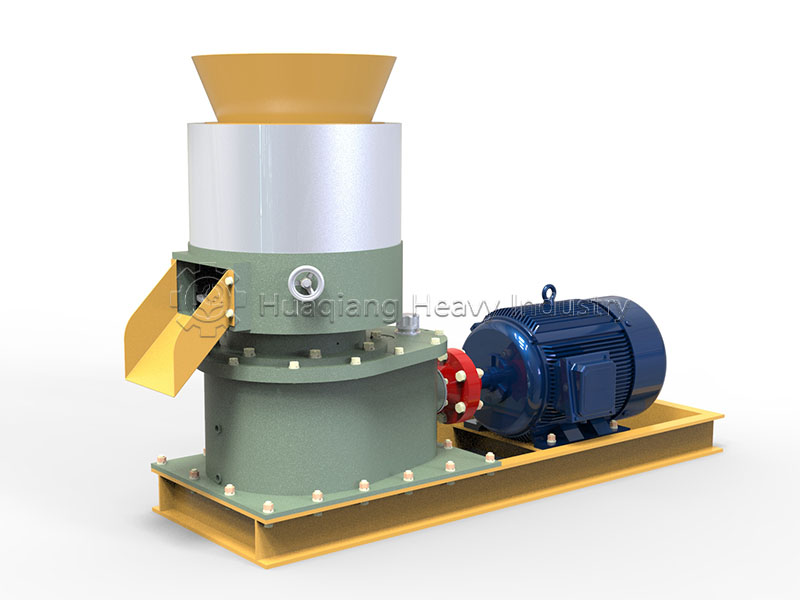
Granulation
Mixed materials are formed into granules through processes like rotary drum steam granulation or roller extrusion, ensuring uniform particle size and optimal strength.
Drying and Cooling
Wet granules are dried to achieve proper moisture content and then cooled to prevent caking and enhance product stability.
Screening and Classification
Particles are sorted by size, with oversized or undersized particles returned to the production process for reprocessing, ensuring uniform product specifications.
Coating Treatment
Finished granules undergo coating treatment to prevent caking during storage and extend product shelf life.
Packaging
The final product is weighed and packaged, ready for market distribution.
Production Line Types
Powder NPK Fertilizer Production Line
Features a relatively simple process primarily including batching, mixing, and screening steps to directly produce powdered products with lower investment costs.
Granular NPK Fertilizer Production Line
A more complex and common type of production line that includes complete processes such as granulation, drying, and cooling to produce uniform fertilizer pellets. This production line can also be used to manufacture other fertilizer types like organic-inorganic compound fertilizers.
Global Application Value
NPK fertilizer production technology is fundamental to modern agriculture, with the NPK fertilizer manufacturing process providing customized solutions for diverse soils and crops. The NPK production process begins with precise blending in an NPK blending machine or fertilizer mixer machine, ensuring homogenous nutrient distribution. This mixed material is then agglomerated using key granulation equipment like a disc granulator or a more comprehensive NPK fertilizer granulator machine. The entire NPK fertilizer production line, which integrates various fertilizer processing machines, guarantees consistent quality and operational efficiency. This industrial approach, encompassing both bulk blending fertilizer machine operations and NPK granulation machine systems, is crucial for enhancing nutrient use efficiency and supporting global food security.