As a commonly used nitrogen fertilizer, ammonium sulfate requires a granulation process that accommodates its characteristics of being easily hygroscopic, heat-sensitive, and having moderate viscosity. The roller press granulator production line, with its targeted process design, has become the best choice for balancing quality and efficiency, meeting the needs of large-scale granulation.
Cold pressing is suitable for the heat-sensitive nature of ammonium sulfate, avoiding nutrient loss. The double roller press granulator does not require high-temperature drying; it directly forms granules through high mechanical pressure, avoiding nutrient decomposition and volatilization caused by high temperatures, thus maximizing fertilizer efficiency and matching its heat-sensitive characteristics.
No large amount of binder is needed, meeting the molding requirements. Ammonium sulfate itself has a certain viscosity, and roller press granulation can complete the molding process relying on the viscosity of the raw materials, eliminating the need for additional binders. This reduces costs and avoids the introduction of impurities, ensuring the purity and stable fertilizer efficiency of the granules.
Stable molding, suitable for large-scale production. The particle size and strength can be precisely controlled, solving the problems of easy caking and uneven molding of ammonium sulfate. The granules have good fluidity, facilitating storage, transportation, and application. The roller press granulator production line has a high degree of automation and can operate continuously, adapting to diverse production capacities and improving granulation efficiency.
Environmentally friendly and energy-saving, consistent with green production. There is no wastewater or exhaust gas discharge during production, and energy consumption is far lower than wet granulation. Unqualified granules can be recycled, reducing raw material waste and balancing environmental protection and resource utilization, meeting the diverse needs of ammonium sulfate granulation.
Bulk blended fertilizers (also known as BB fertilizers), with their advantages of flexible formulas, balanced nutrients, and low production costs, are widely used in modern agricultural production. Although their production process does not require complex chemical reactions, it relies on a complete set of specialized equipment to achieve standardized operations in raw material proportioning, mixing, and packaging, ensuring stable product quality. A standard bulk blended fertilizer production line mainly consists of four categories of core equipment, working together to complete the entire process from raw material processing to finished product delivery.
The automatic batching system is the “precise heart” of bulk blended fertilizer production, directly determining the accuracy of the fertilizer nutrient ratio. This system usually consists of raw material silos, automatic feeding devices, weighing hoppers, and an electrical control system. It is generally equipped with 4-5 stainless steel raw material silos, which can store raw materials such as nitrogen, phosphorus, potassium, and trace elements separately. The silos are equipped with partitions to prevent cross-contamination. Through weighing sensors and an intelligent control system, the equipment can achieve two-stage feeding (fast and slow), automatically switching to fine feeding mode when approaching the set weight, accurately completing the quantitative proportioning of various raw materials. The proportioning error can be controlled within a very small range, ensuring uniform nutrient distribution in each batch of fertilizer.
The lifting and mixing device is crucial for achieving uniform blending of raw materials. The proportioned raw materials are unloaded into the lifting machine via a guiding device. The commonly used bucket elevator can stably transport the raw materials into the mixer. BB fertilizer blenders mostly use a drum type, with the mixing time set by the central control system. A special internal spiral structure is used to achieve three-dimensional mixing of the raw materials, ensuring that different nutrient raw materials are fully blended, preventing stratification and segregation, while also preserving the original granular form of the raw materials, thus ensuring the effectiveness of the fertilizer application.
The automatic quantitative packaging system is responsible for the standardized packaging of finished products, improving production efficiency. This system includes a packaging scale, conveyor belt, and automatic sewing machine. After the uniformly mixed fertilizer enters the packaging machine hopper, the quantitative packaging scale dynamically weighs the fertilizer using imported sensors, automatically filling the bags according to preset specifications (mostly 50kg/bag). The bags are then transported to the sewing station for sealing. The entire system achieves automated operation from feeding and weighing to sewing, improving packaging speed and ensuring accurate weight for each bag of fertilizer.
In summary, the automatic batching system, lifting and mixing device, and automatic quantitative packaging system together constitute the bulk blended fertilizer line. Each piece of equipment performs its specific function and works in conjunction with the others: the batching system ensures accuracy, the mixing device guarantees uniformity, and the packaging system improves efficiency. All three are indispensable. This equipment system not only simplifies the production process of blended fertilizers and reduces errors caused by manual intervention, but also ensures the stability and standardization of product quality. This allows blended fertilizers to fully utilize their advantages of flexible formulation and balanced nutrients, providing reliable equipment support for modern large-scale and refined agricultural production, and contributing to improved agricultural quality and efficiency, as well as increased farmer income.
Many people are apprehensive about chlorine in fertilizers, but in reality, chlorine is an essential micronutrient for crops. NPK fertilizer production lines and NPK compound fertilizer production equipment can precisely control chlorine content, producing fertilizers with a balanced chlorine ratio. This not only avoids harming crops but also increases yield and ensures crop health. The key lies in scientific application and matching the fertilizer to crop needs.
Chlorine promotes photosynthesis, laying the foundation for high yields. It participates in chlorophyll synthesis and conversion, improving photosynthetic efficiency and helping crops accumulate carbohydrates. It also regulates stomatal opening and closing, reducing water evaporation and enhancing drought resistance, indirectly reducing yield losses caused by drought.
Chlorine enhances crop resistance and protects health. It can increase cell wall toughness, enhancing resistance to pests and diseases; it can also regulate the acid-base balance in plants, promoting the absorption of nitrogen, phosphorus, and potassium nutrients, preventing physiological diseases such as leaf yellowing and stunted growth.
In addition, appropriate amounts of chlorine can improve soil properties and enhance efficiency, alleviating soil compaction and improving aeration. NPK fertilizer production lines and NPK compound fertilizer production equipment can precisely adjust chlorine content based on soil and crop needs, and then use fertilizer granulator mechanisms to produce granular fertilizers for convenient storage, transportation, and application. It is important to note that the benefits of chlorine stem from “appropriate amounts”; chlorine-sensitive crops should avoid its use, while chlorine-tolerant crops can benefit from its reasonable application.
In summary, chlorine is a “booster” for crop growth. NPK fertilizer production lines and NPK compound fertilizer production equipment enable precise chlorine proportioning, and fertilizer granulators help in shaping and improving quality. Reasonable application of chlorine-containing fertilizers can improve quality, increase yield, and protect crop health.
Both wet and dry granulation are core technologies in fertilizer granulation, both relying on fertilizer granulators to shape raw materials. However, wet granulation is better suited for bio-organic fertilizer production lines. With its outstanding molding and adaptability, it better meets the needs of large-scale, high-quality fertilizer production, is compatible with complex formulations, and offers a higher overall cost-effectiveness.
Superior molding effect and stable granule quality. Wet granulation, using binders and moisture, achieves thorough bonding of raw materials, resulting in uniform, rounded granules with moderate strength and low storage and transportation losses; fertilizer dry granulation technology relies on purely physical extrusion, and even with supporting granulation equipment, it is prone to problems such as uneven granules and insufficient strength.
Wider raw material compatibility and compatibility with complex formulations. The fertilizer granulators used in wet granulation can handle high-humidity, high-viscosity raw materials, adapting to the diverse processing needs of bio-organic fertilizer production lines, and allowing for flexible combinations of organic, inorganic, and trace elements; dry granulation has stringent requirements for raw materials, limiting formula adjustments.
Better finished product solubility, meeting absorption needs. In wet granulation, moisture and binders allow nutrients to fully integrate, dissolving evenly in water, which is beneficial for crop absorption; dry granulation is prone to problems such as uneven nutrient distribution and inconsistent dissolution rates, affecting fertilization effectiveness.
Although wet granulation requires an additional drying step and requires a dedicated fertilizer granulator for bio-organic fertilizer production lines, its overall molding rate, quality stability, and formula flexibility still make it the more versatile choice for large-scale, high-quality fertilizer granulation.
There is no fixed standard for how long compound fertilizers processed by NPK fertilizer production lines remain in the soil. The duration depends primarily on the characteristics of the three nutrients—nitrogen, phosphorus, and potassium—and is also influenced by soil type, climate, and application method. Accurately understanding these factors can improve fertilizer efficiency and reduce waste.
Nitrogen has the shortest retention period and is easily lost, existing as ammonium nitrogen and nitrate nitrogen: ammonium nitrogen is easily adsorbed by the soil, with a retention period of about 15-30 days; nitrate nitrogen is highly mobile and only remains for 7-15 days. High temperatures, heavy rainfall, and excessive watering will accelerate its loss, which is why nitrogen fertilizer needs to be applied in multiple applications.
Phosphorus has the longest retention period and is easily fixed. After application, it easily combines with elements such as calcium and iron in the soil, forming insoluble compounds, with a retention period of several months to several years. Once fixed, it cannot move, so it needs to be applied near the crop roots. Combining it with organic fertilizer can reduce fixation and improve utilization.
Potassium has an intermediate retention period and is easily leached. It is adsorbed by soil colloids in ionic form, with a retention period of about 30-60 days. Sandy soils have weak adsorption capacity, resulting in a shorter retention period; clayey soils have strong adsorption capacity, resulting in a longer retention period. Long-term single application can reduce the soil’s adsorption capacity.
The fertilizer formulation also affects the retention time. Granular fertilizers processed by fertilizer granulator machines using NPK compound fertilizer granulation technology have a slower nutrient release rate and a longer retention period than powdered fertilizers. Combining them with organic fertilizers and controlling the application depth can further extend the retention period.
In the fertilizer production process, from raw material feeding, crushing, and screening to packaging, dust is generated in almost every step. This seemingly insignificant dust not only represents a direct loss of valuable raw materials but also poses a significant risk to the working environment, employee health, and potential environmental penalties. Especially in today’s increasingly stringent environmental regulations and the growing consensus on green manufacturing, an efficient and reliable dust collection system is no longer an “optional configuration,” but a core component of “environmentally friendly fertilizer equipment” that any responsible fertilizer production enterprise pursuing sustainable development must invest in.
The Harm of Dust: Costs and Risks Far Beyond Imagination
The negative impacts of inadequate dust control in fertilizer production are multifaceted. First, it represents a direct economic loss. Taking a compound fertilizer production line with an annual output of 100,000 tons as an example, if the dust emission rate is not controlled, the annual loss of raw materials can reach hundreds or even thousands of tons, meaning that real profits are literally blown away. Secondly, it poses a serious safety and health threat. The dust pervasive in the workshop not only damages employees’ respiratory systems, but high concentrations of fertilizer dust also pose an explosion risk under certain conditions. Finally, it represents the most direct risk of environmental violations. Uncontrolled dust emissions are a key focus of environmental inspections, and once exceeding the limits, companies face production shutdowns, hefty fines, and severe damage to their reputation.
Therefore, investing in dust control is essentially paying a certain and controllable cost to avoid uncertain but potentially huge operational risks, while simultaneously improving production efficiency and resource utilization.
Core Technology: Solutions Centered on “Pulse Jet Dust Collection Systems”
Among numerous dust control technologies, the pulse jet bag filter dust collection system has become the mainstream choice for modern fertilizer production lines due to its high efficiency, stability, and adaptability. The working principle of this system is not complex, but the design is ingenious: the dust-laden airflow enters the dust collector under the suction of a fan. When passing through the filter bags made of special filter materials (such as anti-static polyester needle felt), the dust is blocked on the outer surface of the filter bags, and the purified air is discharged from the inside of the filter bags. As dust accumulates on the outside of the filter bags, the system uses periodic compressed air pulses to back-flush the bags from the inside, dislodging the caked dust into the hopper below. This achieves automatic cleaning of the filter bags and ensures continuous and efficient operation of the system.
The advantage of this system is that its dust removal efficiency can easily and stably reach over 99.5%, and it is extremely effective in capturing dust particles larger than 1 micrometer. Its modular design also allows for flexible configuration based on the specific dust generation points of the production line (such as feeding ports, crusher outlets, screening machines, and packaging machines), forming a comprehensive dust collection network covering the entire process.
Key Application Points: Comprehensive Protection from Source to End
A complete “fertilizer production dust control” system requires targeted design at the following key dust generation points:
Feeding and Crushing Sections: This is the section with the largest amount of dust and the coarsest dust particles. It is recommended to install a semi-enclosed dust collection hood above the feeding port and connect it to a high-volume pulse dust collector to “capture” the dust as soon as it is generated, preventing its diffusion.
Screening and Lifting Transfer Points: Dust is easily stirred up at the inlet and outlet of vibrating screens and at material drop points such as the head and tail of bucket elevators. Installing soft curtain enclosures at these points and connecting them to dust collection ducts can effectively control secondary dust generation.
Packaging Section: The packaging machine is the last checkpoint before the product leaves the factory and is also the “face” of dust control. Using an automatic packaging scale with a built-in dust collection system can simultaneously suck away airborne dust during the filling process, ensuring a clean workshop and accurate product net weight.
These devices together form a three-dimensional dust barrier from source to end, firmly locking the dust within the production line.
Beyond Compliance: The Strategic Value of Dust Control
Investing in advanced dust control equipment means far more than simply “compliance.” It brings strategic value to the enterprise. Firstly, it achieves closed-loop resource utilization. The collected dust is not waste, but rather raw material that can be returned to the granulation process, directly reducing production costs. Secondly, it shapes the image of a modern factory. A clean, dust-free production environment not only boosts employee morale and sense of belonging, but also serves as a silent testament to the company’s professional management standards and social responsibility to customers, partners, and regulatory authorities. Thirdly, it paves the way for future development. With the advancement of “dual carbon” goals and ultra-low emission requirements, companies that proactively establish high-standard environmental protection facilities will gain a significant advantage in future market competition and policy adaptation.
A comprehensive dust collection system is a critical component of modern professional fertilizer manufacturing equipment, integrated into the entire fertilizer raw material processing machinery and equipment suite. Whether for a conventional npk fertilizer production line (utilizing an npk blending machine for formulation and a disc granulator or double roller press granulator for shaping) or a bio organic fertilizer production line (starting with a windrow composting machine for fermentation), dust is generated at key stages like crushing, mixing, and packaging. An efficient pulse jet dust collection system is thus seamlessly integrated into the complete npk fertilizer line, capturing valuable raw material particles, ensuring a safe working environment, and maintaining regulatory compliance, thereby protecting both the investment and the operational continuity of the fertilizer plant.
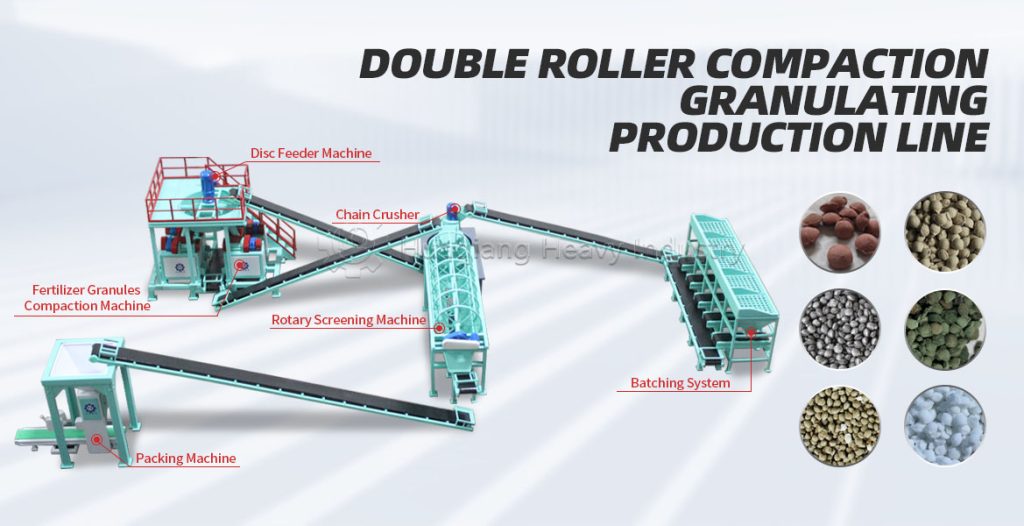
Compaction is a process that uses external force to expel voids in materials and increase density, and it is widely used in many fields. Based on the pressure principle and working method, the mainstream compaction types are divided into four categories, suitable for different materials and scenarios.
Static compaction is the basic type, relying on mechanical weight or hydraulic devices to apply continuous static pressure, causing material particles to rearrange and voids to shrink. The process is stable and impact-free, suitable for fine-grained materials, resulting in uniform compaction, but with limited effect on coarse-grained materials. In organic fertilizer production, double roller press granulators are typical static compaction equipment widely used in organic fertilizer production lines.
Impact compaction relies on instantaneous impact force to break through the material structure. High-intensity impact force is generated through the falling of heavy hammers or the rolling of impact wheels, achieving deep compaction. It is suitable for scenarios such as roadbed backfilling and landfill sites, improving deep-layer density, but the force needs to be controlled to avoid surface damage.
Vibratory compaction combines vibration and pressure. High-frequency vibration of the equipment suspends material particles, and pressure is applied to quickly fill the voids. Its efficiency far exceeds that of static compaction, and it is suitable for coarse-grained materials, offering both high efficiency and uniformity. As a commonly used organic fertilizer production equipment, it can be integrated into organic fertilizer production lines to compact coarse-grained raw materials or semi-finished products.
Composite compaction integrates multiple principles and can switch working modes, balancing surface uniformity and deep-layer density. It is suitable for complex materials and high-standard scenarios, and can adapt to raw materials with different moisture content and particle sizes, enabling precise pressure control and helping to improve the quality of organic fertilizer products.
Potassium nitrate is a crucial raw material in NPK fertilizer production line. Processed and shaped by fertilizer granulators, it offers both fast-acting and long-lasting benefits. Its core advantage lies in simultaneously supplying nitrogen and potassium elements, enabling nutrient synergy without the need for additional supplements. It is suitable for a variety of crops and soils, helping to improve quality, increase yield, and enhance stress resistance, aligning with the needs of green farming.
It provides efficient and balanced nutrient supply; nitrate nitrogen can be directly absorbed by crops for rapid fertilization; sufficient potassium is provided, suitable for critical stages such as fruit swelling and grain filling. The synergy of these two elements avoids single nutrient deficiencies, promoting plant health and meeting the demand for precise nutrient supply in NPK fertilizer production lines.
It strengthens crop resistance; potassium regulates cell osmotic pressure, improving drought, cold, and lodging resistance; nitrate nitrogen promotes root development, enhances nutrient absorption, helps resist pests and diseases, and reduces the risk of yield loss due to disasters and diseases.
It improves crop quality, enhancing fruit sweetness, color, and taste, reducing deformed and cracked fruits, and increasing marketability. It is chlorine-free, suitable for chlorine-sensitive crops such as tobacco and strawberries. It has low soil irritation and is less prone to soil compaction, making it suitable for various fertilizer applications processed by rotary drum granulators.
It offers flexible application methods, suitable for fertigation, drip irrigation, foliar spraying, and base application, accommodating both field and greenhouse cultivation. It can be combined with other NPK fertilizers, reducing nutrient waste and contributing to efficient agricultural production.
The core of bio-organic fertilizer production lies in balancing microbial activity and practicality. It is constrained by various factors, including raw materials and the supporting processes of the bio-organic fertilizer production line, directly impacting product quality, production efficiency, and large-scale implementation.
Raw material constraints are a fundamental pain point. The production relies on organic fertilizers composted using double screws compost turning machines and microbial inoculant carriers. These raw materials are sourced from diverse locations, resulting in inconsistent quality and susceptibility to impurities and moisture. Incomplete composting or unsuitable carriers can inhibit microbial activity, and unstable raw material supply also affects the continuous operation of the bio-organic fertilizer production line.
Microbial activity constraints are the core bottleneck. Beneficial microorganisms have extremely high environmental requirements. Subtle changes in fermentation temperature, humidity, and oxygen levels, as well as the pressure and high temperatures during granulation and drying in the rotary drum granulator, can all destroy their activity, leading to products with insufficient viable bacteria.
Process and cost constraints hinder large-scale development. Some processes in the bio-organic fertilizer production line struggle to balance molding quality and microbial survival; for example, granulation in the rotary drum granulator can easily cause microbial loss. Furthermore, microbial cultivation and testing stages in the production line require additional investment.
In summary, the core constraints in bio-fertilizer production are raw material stability, protection of microbial activity, process adaptability, and cost control. Optimizing raw material management and improving the bio-organic fertilizer production line processes can overcome these constraints and improve quality and efficiency.
Dry granulation extrusion technology has become a mainstream technology in fertilizer production due to its advantages of no high-temperature drying, minimal nutrient loss, energy saving, and environmental friendliness. Based on its physical extrusion molding characteristics, it is suitable for various types of fertilizers, balancing large-scale production and product quality.
It is best suited for compound fertilizers (including NPK compound fertilizers), allowing for precise mixing of nitrogen, phosphorus, potassium, and trace elements. After extrusion molding with a fertilizer compaction machine, the nutrients are evenly distributed, avoiding the loss of heat-sensitive nutrients. It is suitable for the production of medium and low-concentration products, meeting the balanced fertilization needs of field crops, and the granules have moderate strength, facilitating storage and transportation.
Organic-inorganic compound fertilizers are also a core application. It can mix and extrude dried organic fertilizer powder with inorganic fertilizer raw materials, combining the soil-improving advantages of organic fertilizers with the rapid fertilization characteristics of inorganic fertilizers, solving the problems of difficult molding and easy caking of organic raw materials, and is suitable for various crops such as fruits, vegetables, and seedlings.
In addition, this technology can produce special fertilizers and single-element fertilizers, such as granular fertilizers for saline-alkali soil improvement and trace element-specific fertilizers, achieving targeted nutrient supply; it can also be used for molding single-element fertilizers such as urea and potassium chloride, improving product uniformity and reducing transportation losses.
This fertilizer granule extrusion technology has moderate requirements for raw material temperature, humidity, and particle size, and does not require a large amount of binder for molding, meeting the needs of green production and being suitable for various production scales.