In industrial production, powder granulation is a crucial step in improving material flowability and dust control. Disc granulation and dry granulation by roller extrusion represent two distinct technological paths: “wet rolling” and “dry high-pressure molding,” respectively.
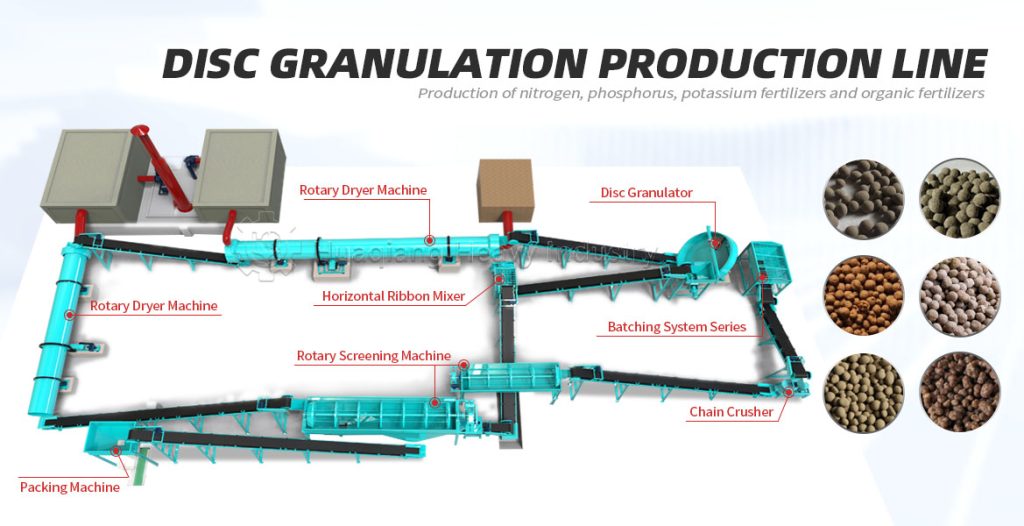
Disc granulation technology: Aggregation through rotation
The core of a disc granulator is a tilted rotating disc. After entering the disc, the material undergoes circular motion under the influence of centrifugal force and friction. A spray system evenly sprays atomized liquid, causing the powder particles to aggregate under the action of liquid bridges, continuously absorbing fine powder like a snowball, gradually growing into spheres. Due to the disc’s automatic grading function, particles reaching the required size naturally overflow, resulting in extremely high uniformity of the finished granules.

Double roller press dry granulation technology: “Dry Molding” without water
Dry granulation by roller extrusion follows a completely different logic. It employs a purely physical pressing dry process; the material requires no added water, only basic flowability. Powder is forced into the space between two counter-rotating rollers, where it is instantly subjected to immense linear pressure. Under this high pressure, the powder particles undergo plastic deformation, expelling air and binding tightly together through intermolecular forces, thus being pressed into thin sheets. These sheets are then crushed and granulated to obtain the final particles.
The two technologies each have their strengths: disc granulation excels at creating rounded particles and is suitable for wet processing; roller extrusion, on the other hand, is superior to dry forming and is an ideal choice for processing special materials. Ultimately, the material’s moisture content, viscosity, and strength requirements determine whether to use disc or roller extrusion.