In the field of high-quality organic fertilizer production, wet granulation has become the dominant choice due to its precise adaptation to raw material characteristics and stable assurance of finished product quality. Compared to dry granulation, it effectively addresses the core needs of organic fertilizer raw materials, which are complex and require a balance between nutrient retention and molding effect. This is the key to its dominant position.
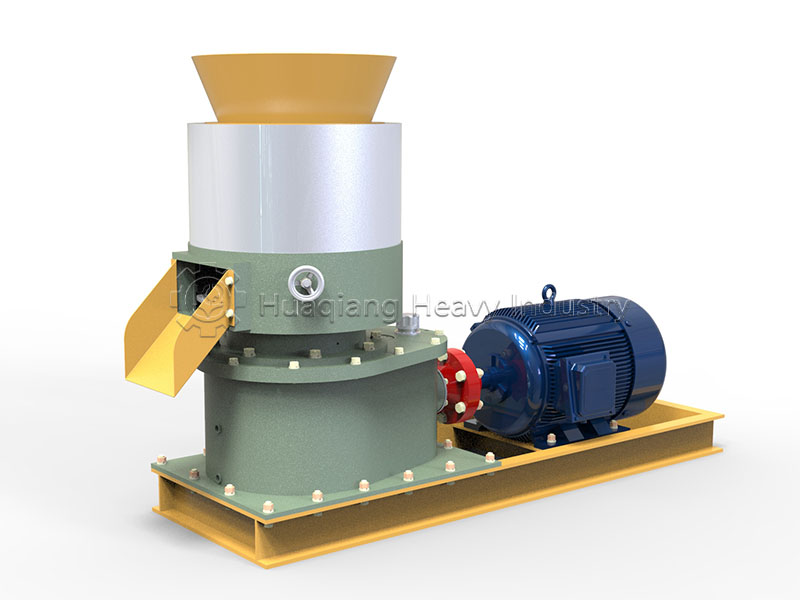
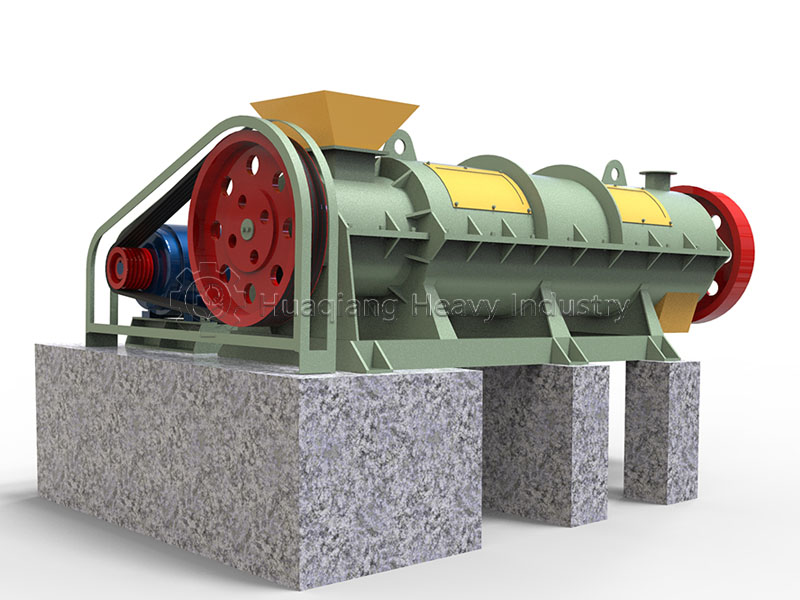
Organic fertilizer raw materials are mostly animal manure and fermented crop residues, with significant fluctuations in moisture content and composition. In organic fertilizer production lines, wet granulation can precisely control moisture to create suitable viscosity in the raw materials, allowing for efficient molding without excessive binders. Both rotary drum granulators and disc granulators operate based on this principle. This reduces costs and avoids the impact of external additives on the purity of organic fertilizers, ensuring the natural safety of the product.

High-quality organic fertilizers require uniform particle size, moderate strength, and good water solubility. Wet granulation, through a continuous process of mixing, crushing, and granulation, ensures thorough mixing of raw materials and even distribution of nutrients; the formed granules have a dense structure, making them easy to store and transport without breaking; and the appropriate moisture content also improves the water solubility of the granules, accelerating nutrient release and better meeting the absorption needs of crops.
From a production feasibility perspective, wet granulation technology is mature and suitable for large-scale organic fertilizer production lines. Wet granulation lines composed of rotary drum granulators and disc granulators can adapt to different raw materials by adjusting moisture and rotation speed, offering strong flexibility; and the granulation process produces less dust, and when combined with subsequent drying and screening steps, it can achieve clean production, meeting environmental protection requirements.