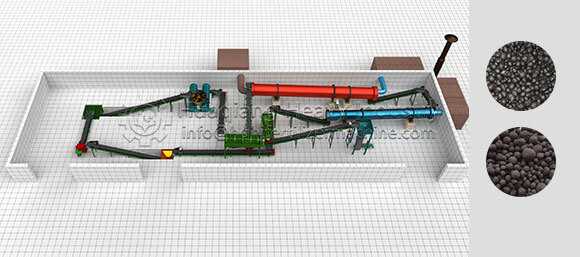
In the overall process of an organic fertilizer production line, the flat die granulator plays a crucial “bridging” role. It receives the organic fertilizer raw materials from the preceding processes, after fermentation, crushing, and mixing, transforming the loose, powdery material into structurally stable granules, laying the foundation for subsequent drying, cooling, and packaging stages.
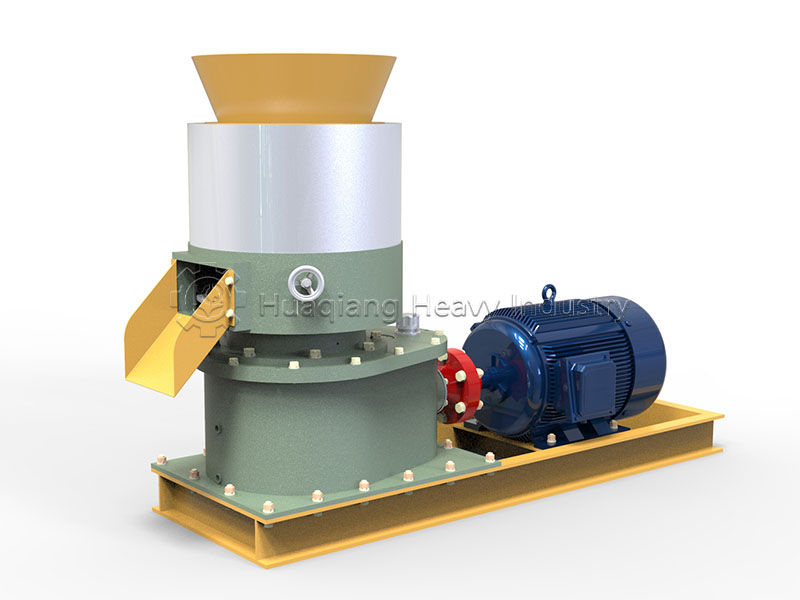
From a working principle perspective, the flat die granulator uses a motor-driven transmission mechanism to rotate the pressure rollers. When the raw material enters the machine, the pressure rollers exert extrusion force on the material, forcing it through pre-set die holes on the flat die, ultimately forming cylindrical or other shaped granules. This process requires minimal binders, relying primarily on the material’s own viscosity and extrusion force to achieve shaping, thus preserving the nutritional components of the organic fertilizer while avoiding the potential impact of chemicals on the soil.

For organic fertilizer production, the flat die granulator not only solves the problems of dust and caking during raw material transportation, but also controls the diameter and hardness of the granules by adjusting the die size and pressure roller pressure, meeting the needs of different crops and different fertilization scenarios. It is one of the indispensable core equipment in the production line.