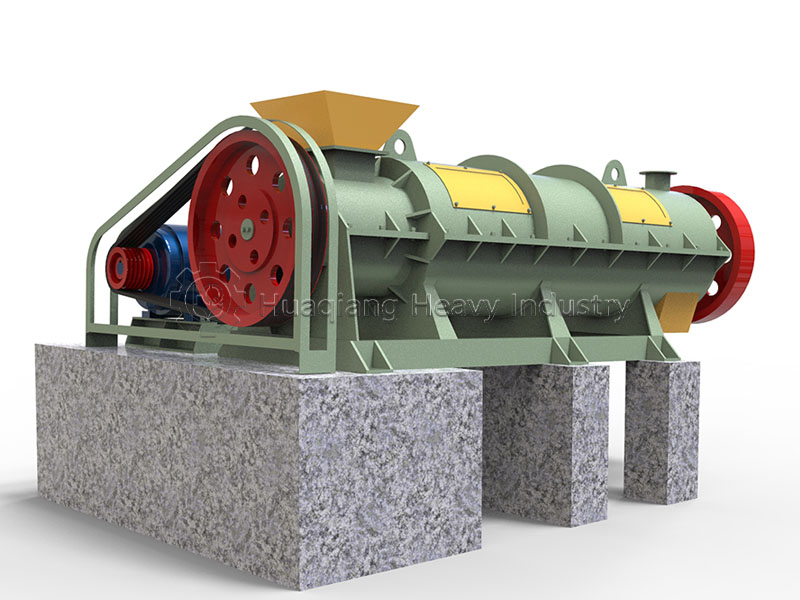
Chain crushers are not limited to organic fertilizer production; they also play a vital role in a variety of industries, including chemicals, building materials, and mining. They are truly versatile tools for material crushing in various industries, their flexible adaptability enabling them to deliver outstanding performance in diverse production scenarios.
In the chemical industry, they can pre-process and crush various medium-hardness industrial raw materials (such as sulfur lumps and soda ash agglomerates), providing uniformly sized materials for subsequent chemical reactions or processing steps. This prevents incomplete reactions caused by uneven raw material size and improves the quality and stability of chemical products.

In the building materials sector, chain crushers offer efficient crushing of materials such as limestone and shale. They can adjust the output particle size to meet the diverse particle size requirements of building materials production, such as cement and bricks.
In the mining industry, their high adaptability is particularly evident when dealing with ores of varying hardness, allowing crushing parameters to be adjusted based on the ore’s characteristics to ensure optimal crushing results.
In addition, this chain crusher can also be used in scenarios such as agricultural fertilizer crushing. With its wide applicability, it has become an important equipment in the material crushing process of various industries.