In all stages of fertilizer production, mixing is a crucial step in ensuring product uniformity and effectiveness. BB fertilizer mixers are the unsung heroes behind this process.
They lack complex design principles; their value lies in their simple yet efficient mixing capabilities. Whether it’s granular base fertilizers or powdered fine additives, they can achieve uniform mixing in a short time. This uniformity directly determines the quality of the final product.
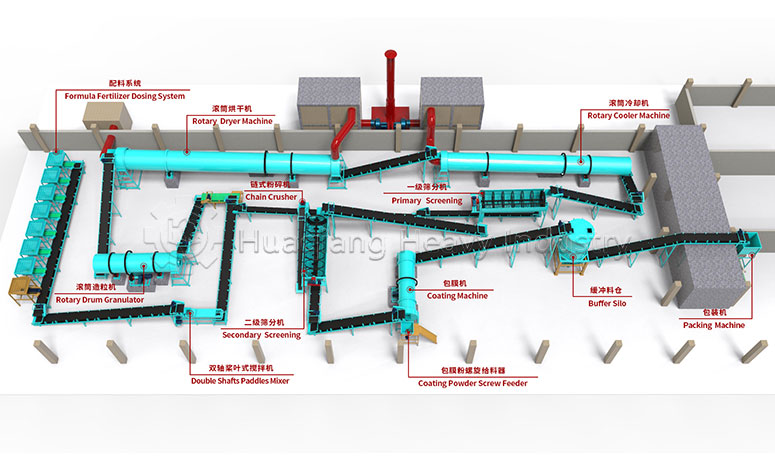
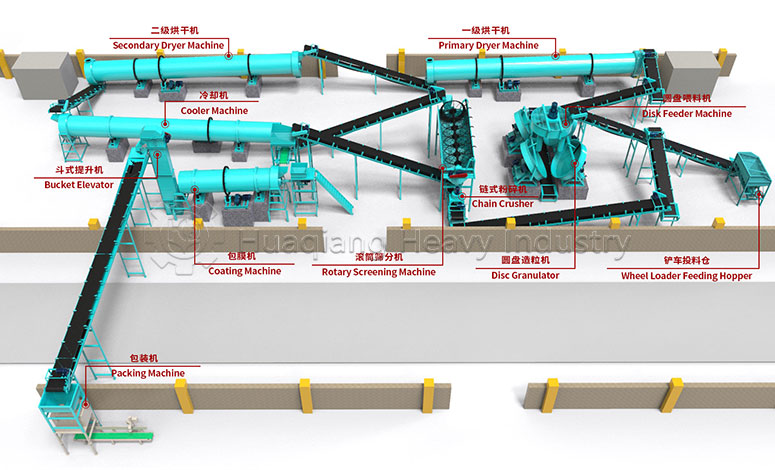
On modern fertilizer production lines, BB fertilizer mixers often work in conjunction with bio-organic fertilizer equipment. The former is responsible for physical uniform mixing, while the latter is involved in the fermentation and transformation of materials; together, they form a complete production chain. The value of an excellent fertilizer mixer machine lies not only in its own capabilities but also in its seamless integration with upstream and downstream equipment.

For companies producing products with various formulations, the flexibility of this equipment is particularly important. When it’s necessary to adjust the proportions of elements such as nitrogen, phosphorus, and potassium, the NPK blending machine plays a central role. It can precisely and quickly blend different formulas, ensuring that each batch of product meets the preset nutritional standards.
In actual production, these seemingly ordinary fertilizer mixer machines are the cornerstone of ensuring stable fertilizer quality and uniform nutrient distribution. Their efficient operation signifies the efficiency and reliability of the production line.