Due to their unique pulverizing mechanism and outstanding performance, cage crushers play an indispensable role in numerous industries and have a wide range of applications.
In the building materials industry, brick and tile factories often use cage grinders to process soft and brittle materials such as shale, industrial slag, and dry clay. After these materials are crushed by cage grinders, a high proportion of fine powder particles is produced, which is crucial for brick forming.
The chemical industry is also an important application for cage crushers. They can grind medium-hard chemical raw materials such as ammonium chloride and ammonium sulfate, ensuring that these raw materials can fully participate in subsequent chemical reactions, thereby improving the production efficiency and quality of chemical products.

In compound fertilizer production, cage crushers are also indispensable for the pulverization of fertilizer raw materials such as urea. This pulverization of raw materials like urea facilitates the even release of nutrients in the fertilizer, enhancing its effectiveness.
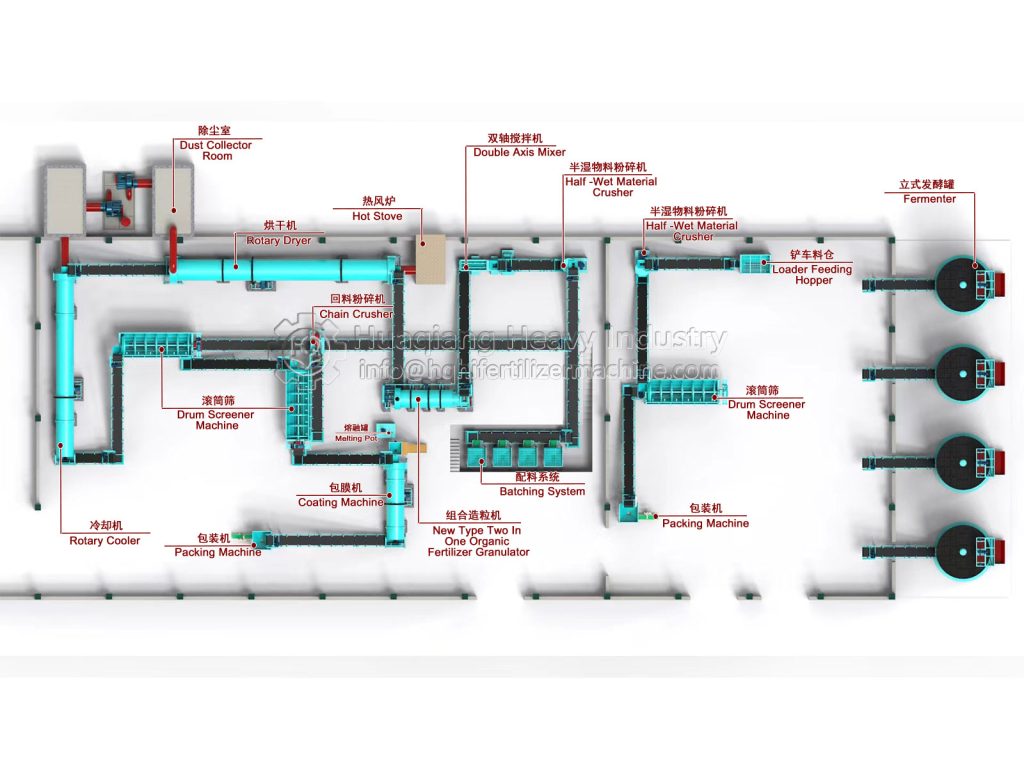
In addition, in the production of organic fertilizers, cage crushers can crush organic waste such as sheep manure and straw, so that these wastes can better participate in the fermentation process and be converted into high-quality organic fertilizers, providing a green and environmentally friendly source of fertilizers for agricultural production, helping to improve soil and the healthy growth of crops.