In today’s agricultural sector, which strives for environmental protection and efficiency, the new type organic fertilizer granulator is redefining the production model for organic fertilizer with its innovative design. No longer a single “granulator,” it collaborates with multiple fertilizer equipment types to create a low-energy, high-yield, green production line. Shouldn’t this new equipment set a new benchmark for the industry?

The new organic fertilizer granulator’s unique features are quite striking. It utilizes low-temperature granulation technology to prevent high temperatures from destroying the beneficial microorganisms in the organic fertilizer, ensuring a longer-lasting fertilizer effect.Furthermore, its unique double axis mixer structure ensures more uniform mixing of raw materials, resulting in a pellet formation rate exceeding 96%. The pellets also possess a moderate hardness, making them both easy to transport and easily dissolve and absorb. Even more conveniently, the equipment is equipped with an intelligent control system that allows for real-time adjustment of speed and temperature, allowing operators to easily control production via a screen, significantly reducing labor costs.
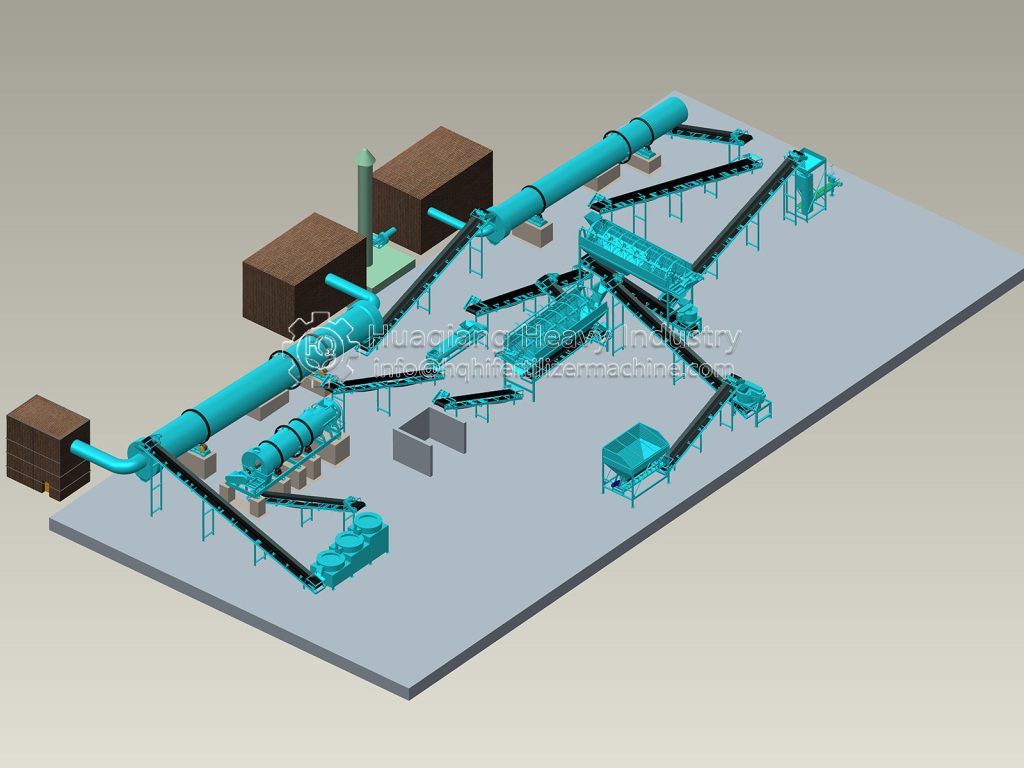
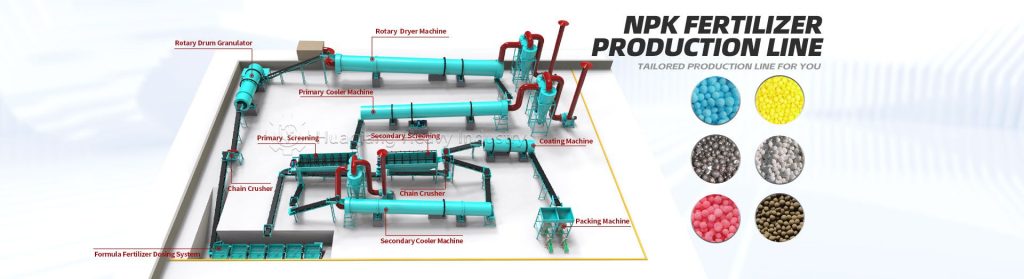
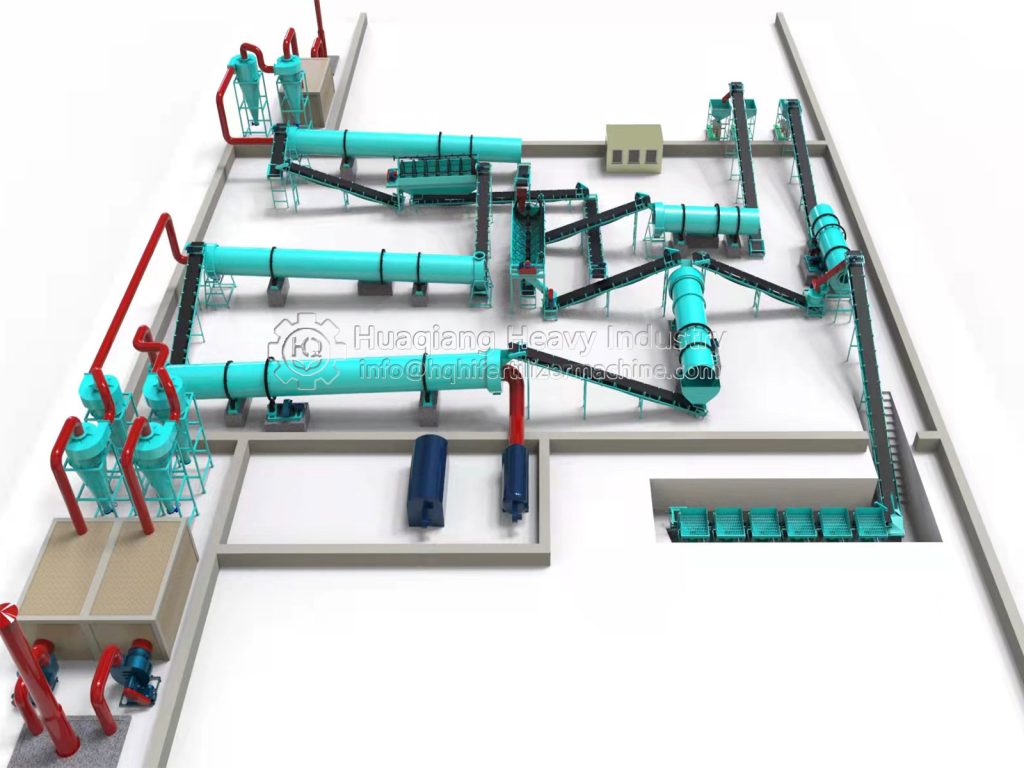
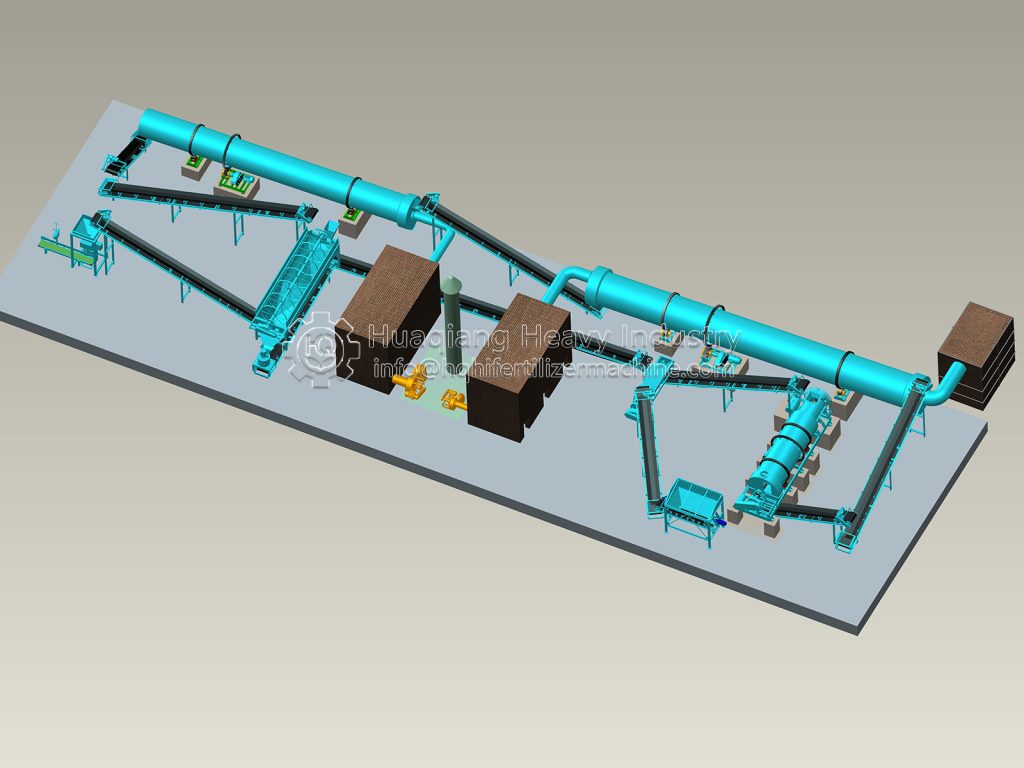
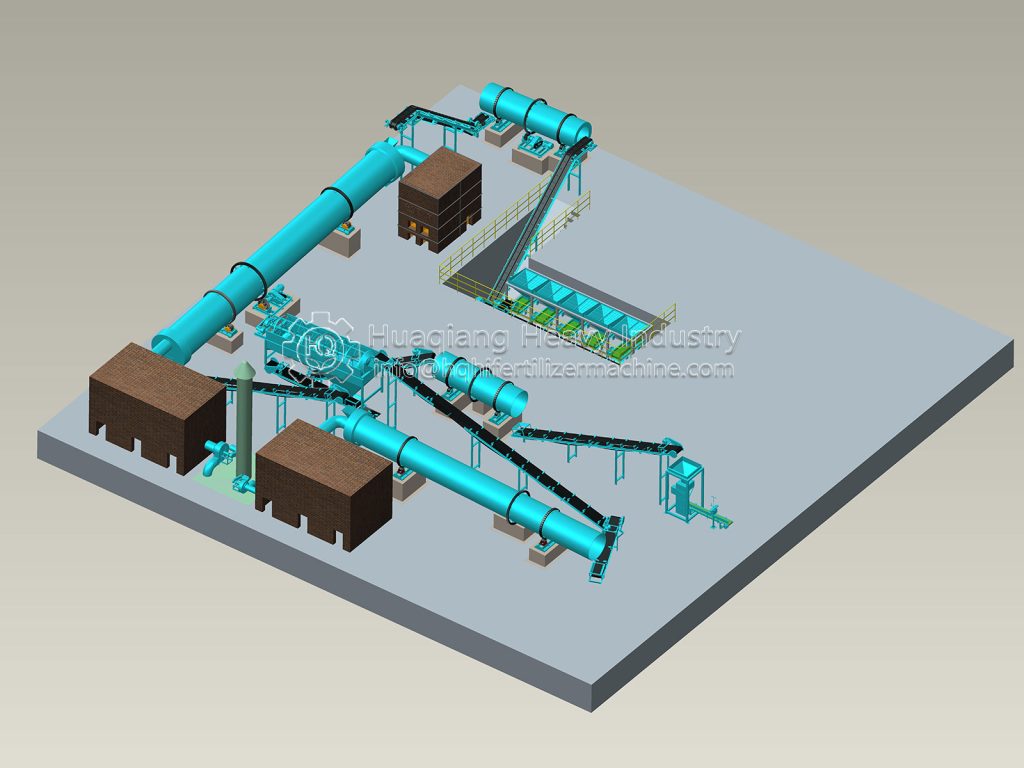
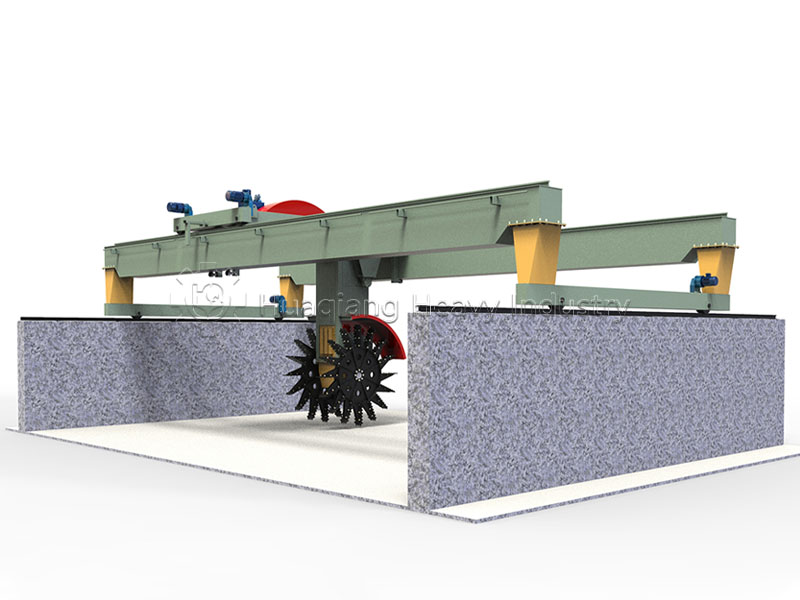
Maximizing the value of the new organic fertilizer granulator requires the support of supporting equipment. Initially, the livestock and poultry manure processing machine separates impurities and moisture from the raw materials, providing high-quality raw materials for granulation. The fermentation turning machine, through aerobic fermentation, converts the raw materials into decomposed organic matter, reducing odor emissions.Later, a drum screener machine accurately selects qualified particles, returning the fine powder to the granulator for secondary use, achieving zero resource waste. A low-temperature dryer dries the fertilizer at temperatures below 40°C, further preserving its nutrients. Finally, an automatic metering and packaging machine quickly bags the fertilizer, ensuring a tolerance of no more than 50 grams per bag, meeting standardized production requirements.
With the growing global emphasis on ecological agriculture, this production line, comprised of a new organic fertilizer granulator and supporting equipment, not only addresses agricultural waste pollution but also provides high-quality organic fertilizer for the soil.
Tags: