Fertilizer granules after granulation often suffer from problems such as high moisture content, high temperature, and low strength, making them unsuitable for direct storage and transportation. In the post-processing stage of organic fertilizer production lines, the coordinated operation of dryers and coolers is crucial to solving these problems. They form a complete chain of “dehydration and shaping – cooling and strengthening,” directly determining the final quality of the fertilizer granules.
The drum fertilizer dryer undertakes the core task of “dehydration and shaping.” Granules fresh from the fertilizer granulator usually have a moisture content of 20%-30%, and need to be sent to the dryer to complete the drying process through a hot air circulation system: high-temperature hot air (60-80℃, adapted to the characteristics of organic fertilizer) fully contacts the granules, and with the help of internal baffles, ensures that each granule is evenly dehydrated, ultimately controlling the moisture content within the safe range of 12%-14%.
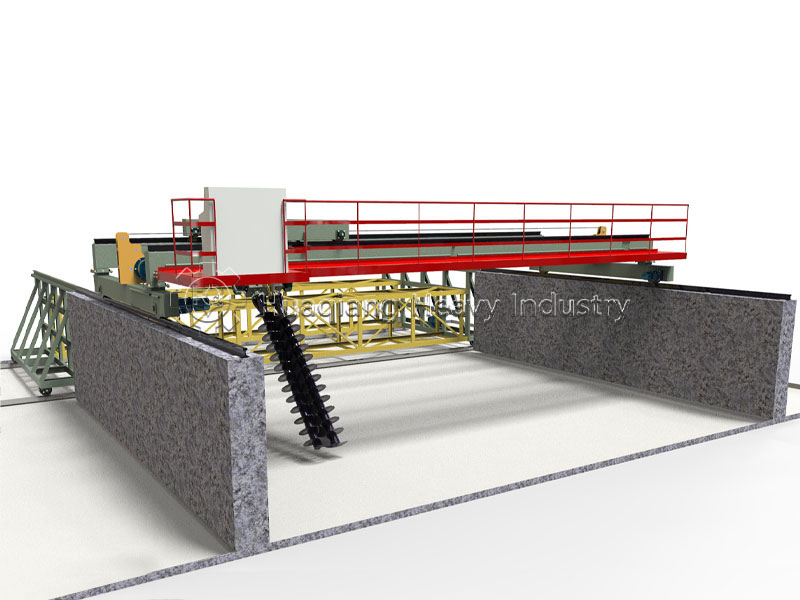
The drum fertilizer cooler connects the critical “cooling and strengthening” stage. The temperature of the dried granules can reach 60-80℃. If directly piled up, they are prone to re-moisturizing and clumping, and may even break due to thermal expansion and contraction. The cooler uses the principle of cold air heat exchange to quickly cool the high-temperature granules to near ambient temperature (temperature difference ≤5℃), and at the same time further tightens the granule structure during the cooling process, significantly improving the strength and hardness of the granules.
The core advantage of their combined operation lies in “process+quality complementarity.” During operation, it is necessary to match the capacities of the two machines, adjust the drying temperature and cooling air speed according to the granule size and raw material characteristics, and regularly clean the accumulated material inside the equipment to ensure smooth ventilation. As the “golden partners” in the post-processing of organic fertilizer production lines, their coordinated operation can increase the qualified rate of fertilizer granules to over 95%.
In numerous industrial sectors such as cement calcination, chemical synthesis, metallurgical smelting, and building materials processing, cooling high-temperature materials is a crucial step in ensuring smooth subsequent production processes. Therotary drum cooler (also known as a gyratory cooler), as a core piece of equipment specifically designed for cooling high-temperature materials, has become an indispensable cooling tool in industrial production due to its efficient heat exchange capacity, stable operating performance, and wide adaptability. Through scientific heat exchange principles, it precisely cools high-temperature materials to a suitable temperature for storage, transportation, or further processing, providing solid support for enterprises to improve production efficiency and ensure product quality.
The stable and efficient operation of the rotary drum cooler stems from its scientifically designed structure, with each core component working in tandem to form a complete cooling system. The drum itself, the core of the equipment, houses a cooling device and lifting plates. This design is key to improving cooling efficiency—the lifting plates repeatedly lift and drop the material as the drum rotates, significantly increasing the contact area between the material and the cooling medium. The transmission device, composed of a motor, reducer, gears, and rollers, provides stable rotational power to the drum, ensuring uniform drum operation. The inlet and outlet respectively handle the entry of high-temperature materials and the discharge of cooled materials, ensuring smooth material flow. The cooling medium supply system provides air, water, or refrigerant, providing the necessary conditions for heat exchange. The support device uses a combination of rollers and support wheels to firmly support the drum, reducing frictional losses during rotation and ensuring stable operation. The sealing device effectively prevents leakage of cooling medium and materials, avoiding resource waste and improving cooling efficiency. Furthermore, the control system ensures a stable and efficient cooling process through precise control of parameters such as temperature and speed.
The working principle of the drum cooler is based on efficient heat exchange, with a clear process and rigorous logic. When high-temperature materials enter the drum through the inlet, the transmission device drives the drum to rotate slowly. During rotation, the lifting plates inside the drum continuously lift the material to a certain height before scattering it, creating a uniform curtain of material in a tumbling state. Simultaneously, the cooling medium supply system continuously inputs cooling medium into the drum, allowing the material and cooling medium to come into full contact and undergo direct heat exchange—the heat of the material is rapidly carried away by the cooling medium, thus lowering the temperature. The cooled material is discharged from the outlet under the driving force of the rotating drum; the cooling medium (such as hot air) that has absorbed heat is discharged through the exhaust port. The entire process is continuous and efficient, meeting the cooling needs of large-scale high-temperature materials.
The unique structure and working principle of the drum cooler give it many significant advantages, making it adaptable to the complex needs of multiple industries. High cooling efficiency is its core competitiveness. Through direct heat exchange and the assistance of the lifting plates, the material is cooled evenly and quickly, while also having a large throughput, easily handling the cooling of large batches of high-temperature materials. It is highly adaptable, capable of handling various materials of different sizes and shapes, whether it be cement clinker, metallurgical slag, or chemical synthetic materials, achieving stable cooling. The equipment has a relatively simple structure, a reasonable layout of core components, is easy to operate, and has low maintenance costs, significantly reducing the operational and maintenance burden on enterprises. Compared with other cooling methods, the drum cooler consumes less energy, especially when processing large batches of materials, where the energy-saving effect is more significant. Furthermore, the equipment is highly flexible in operation; by adjusting parameters such as drum speed and cooling medium flow rate, the degree of cooling can be precisely controlled to adapt to the cooling needs of different materials. More importantly, the discharged heat medium has the potential for recycling and can be used to preheat other materials or for drying operations, further improving energy efficiency and aligning with the concept of green production.
From clinker cooling in the cement industry to slag cooling in the metallurgical industry, from synthetic material cooling in the chemical industry to finished product cooling in the building materials industry, the drum cooler, with its core advantages of high efficiency, stability, and energy saving, provides strong support for the smooth operation of production processes in various industries. Against the backdrop of industrial production transforming towards higher efficiency and greener practices, this multi-industry-compatible cooling core equipment not only improves enterprise production efficiency but also helps enterprises achieve energy conservation and emission reduction goals, becoming one of the important pieces of equipment driving high-quality industrial development.
Integrating Cooling into Modern Fertilizer Manufacturing
The rotary drum cooler exemplifies the importance of specialized thermal management in continuous industrial processes. Its role is equally critical within the fertilizer industry, where precise temperature control is essential for producing high-quality, stable products.
Specifically, in a complete npk fertilizer production line, the cooler is a vital piece of professional fertilizer manufacturing equipment. It is typically positioned after the granulation and drying stages within the npk fertilizer production process. For example, following disc granulation production line shaping by a disc granulator for shaping or compaction in a roller press granulator production line, the hot granules must be rapidly cooled to set their structure and prevent caking. This cooling stage works in synergy with upstream equipment like the npk blending machine and the fertilizer granulator. Similarly, in an organic fertilizer production line that begins with a windrow composting machine, a cooler ensures the stability of the final granulated product from a bio organic fertilizer production line. Thus, the drum cooler is an indispensable link that bridges high-temperature processing with final product packaging and storage.
Ultimately, by ensuring granules are cooled efficiently and uniformly, this equipment protects product quality and enables the reliable, large-scale output that defines modern fertilizer manufacturing.
A highly promising sustainable biofuel feedstock and fertilizer resource in the context of global energy challenges
Over the past few decades, global energy demand has increased dramatically, while traditional fossil fuels such as coal, oil, and natural gas have become increasingly scarce. Furthermore, the burning of these fossil fuels is a major driver of climate change, making it imperative to conserve existing energy resources and explore sustainable alternatives. Converting renewable energy materials into biofuels has emerged as a viable solution, offering a pathway to address pressing issues such as solid waste management, environmental pollution, the greenhouse effect, and energy shortages. Notably, oil palm biomass, a byproduct of the oil palm industry, is not only a highly promising biofuel feedstock but also has widespread and important applications in the fertilizer industry. Among these, oil palm empty fruit bunches (OPEFB), with their unique physicochemical properties, have become a high-quality resource in the fertilizer sector.
Malaysia is the world’s second-largest producer and exporter of palm oil, playing a crucial role in the global palm oil industry. In 2016, its production accounted for over 30% of the global total, and its exports accounted for 37% of global exports. This thriving industry generates a large amount of oil palm biomass annually—over 80 million tons of dry weight—a figure projected to increase by at least 40% by 2020. With the expansion of oil palm plantations, annual production is expected to increase by as much as 50 million tons by 2030. The main byproducts include palm kernel shells (PKS), oil palm empty fruit bunches (OPEFB), oil palm fronds (OPF), oil palm mesocarp fiber (OPMF), and palm oil mill effluent (POME). In 2017 alone, Malaysia generated 51.19 million tons of oil palm biomass residue from replanting, pruning, and processing activities, while the total amount of fresh fruit bunches processed during the same period was 101.02 million tons.
Unfortunately, due to the lack of effective utilization technologies, most of this biomass is discarded or burned, exacerbating waste problems, wasting cellulose-rich resources, and causing serious environmental problems such as air pollution. In fact, the value of oil palm biomass in the fertilizer industry is severely underestimated. Oil palm biomass is inherently rich in various essential plant nutrients such as nitrogen, phosphorus, potassium, calcium, and magnesium, and contains abundant organic matter, making it an ideal raw material for producing organic fertilizers. Oil palm empty fruit bunches (EFBs) are particularly noteworthy, as they have the lowest lignin content among all types of oil palm biomass (only about 14%), making them easier to decompose and mature, and allowing for faster release of nutrients into the soil.
In practical applications, oil palm biomass and EFBs can be converted into fertilizer through various methods. The most common is composting, where EFBs are mixed with manure, palm oil mill effluent, etc., and fermented to produce high-quality organic fertilizer. This process activates the nutrients and kills harmful bacteria and insect eggs. When applied to farmland, this organic fertilizer significantly increases soil organic matter content, improves soil structure, enhances soil water and nutrient retention capacity, and promotes the activity of soil microbial communities, reducing soil compaction and erosion. Furthermore, EFBs can be converted into biochar fertilizer through pyrolysis technology. Biochar has a porous structure that not only improves soil fertility but also adsorbs heavy metals and harmful substances from the soil, proving particularly effective in improving acidic and peat soils. Additionally, components such as potassium carbonate can be extracted from oil palm biomass ash for the preparation of liquid fertilizers, enabling the precise recovery and utilization of nutrients.
Beyond its value in the fertilizer sector, oil palm residue and other lignocellulosic biomass are among the most abundant renewable green carbon sources on Earth, with the potential to become substitutes for petroleum-based products. Their carbohydrate composition makes them suitable raw materials for renewable energy production, capable of producing biofuels such as bioethanol, biobutanol, and biomethane, as well as various value-added products. Currently, second-generation bioethanol extracted from lignocellulosic biomass is the most advanced of these products. Lignocellulosic biomass is mainly composed of lignin, cellulose, and hemicellulose. While cellulose and hemicellulose can be converted into ethanol, the high lignin content in oil palm biomass poses a significant challenge due to its complex and difficult-to-decompose structure. Therefore, pretreatment (delignification) is crucial before enzymatic hydrolysis, fermentation, and distillation to reduce the recalcitrance of the biomass. Effective pretreatment can alter the chemical composition, macrostructure, and microstructure of biomass, reducing cellulose crystallinity and increasing porosity. Ideal pretreatment techniques should be inexpensive, easy to operate, and yield high product recovery.
Notably, the lignin content of different types of oil palm biomass varies significantly (14% to 36%), with oil palm fruit residue having the highest lignin content and oil palm empty fruit bunches having the lowest. This characteristic not only facilitates its efficient utilization in the fertilizer industry but also guides the selection of appropriate pretreatment methods for biofuel conversion. With the growing global demand for alternatives to fossil fuels, food security concerns prioritizing non-edible biofuel sources, and the increasing demand for green organic fertilizers in agriculture, oil palm biomass has attracted widespread research attention. Its dual value in both the biofuel and fertilizer sectors makes it an important resource for promoting sustainable energy development and ecological agriculture, with broad application prospects.
Conclusion: A Sustainable Cycle from Waste to Resource
The Oil palm empty fruit bunch (OPEFB) exemplifies a perfect model of circular economy, transitioning from a major agricultural waste to a valuable resource. The primary uses of oil palm empty fruit bunch are realized through its integration into sustainable agricultural systems, most notably as a primary feedstock for organic fertilizer production.
To leverage OPEFB effectively, it is processed through a complete organic fertilizer manufacturing system. The journey begins with controlled organic fertilizer fermentation, optimized by advanced fermentation composting turning technology to accelerate decomposition and enhance quality. The resulting mature compost can then be processed through a bio organic fertilizer production line. For final product formation, the material undergoes organic fertilizer production granulation. Producers can choose specialized equipment like an organic fertilizer disc granulation production line or opt for a more versatile organic fertilizer combined granulation production line to shape the compost into uniform, market-ready fertilizer granules. This systematic approach transforms OPEFB waste into a high-value soil amendment, closing the nutrient loop sustainably.
Thus, by combining innovative biological treatment with modern mechanical processing, OPEFB is successfully converted from an environmental burden into a cornerstone of sustainable agriculture and green industry.
In October 2024, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. successfully completed the installation and commissioning of a powder fertilizer production line tailored for a Malaysian client, officially entering the large-scale production stage. This production line focuses on the refined processing needs of powder fertilizers, integrating core processes such as raw material feeding, crushing, screening, and conveying. With efficient equipment configuration, compact layout design, and stable product quality, it provides local fertilizer production enterprises with a one-stop powder processing solution, helping to improve agricultural production efficiency and fertilizer utilization.
Production Line Configuration and Core Equipment Analysis
The entire powder fertilizer production line follows a closed-loop design of “raw material pretreatment – refined processing – finished product conveying.” Equipment selection is tailored to the characteristics of powder fertilizer production, the process is smoothly connected, and each unit works synergistically to fully ensure uniform product fineness and purity standards.
Raw Material Feeding and Conveying Unit: Stable Supply as the Foundation The production line starts with a forklift feeding hopper. The hopper features a large-capacity design to accommodate the rapid feeding of bulk raw materials. The feed inlet is equipped with spill-proof baffles and buffer devices to reduce material loss due to airflow and prevent large impurities from entering. Raw materials are smoothly transferred to subsequent processing stages via a 9-meter belt conveyor. The conveyor uses food-grade wear-resistant rubber belts with an anti-slip surface. The operating speed is adjustable via a frequency converter (0.8-1.5 m/s), achieving a conveying efficiency of 6 tons/hour, ensuring a continuous and stable supply of raw materials to meet the full-load operation requirements of the production line.
Core Grinding Unit: Fine Grinding Ensures Perfect Powder
The grinding process utilizes a 1500-type vertical crusher, the core equipment for powder production. It employs a combined “high-speed impact + grading crushing” process, with a rotor speed reaching 3000 r/min. The hammers are made of high-chromium alloy, achieving a hardness of HRC58 or higher after heat treatment, providing exceptional wear resistance. It can crush lumpy raw materials (particle size ≤80mm) into uniform fine powder of 100-200 mesh (0.075-0.15mm), achieving a grinding efficiency of 5 tons/hour. The equipment features a built-in grading screen, which can be flexibly replaced according to customer requirements for powder fineness. It is also equipped with an overload protection device that automatically shuts down the machine when hard impurities are mixed in with the raw materials, preventing equipment damage and ensuring production safety.
The crusher adopts a sealed design, coupled with a negative pressure dust collection interface, effectively reducing dust leakage during grinding, improving the production environment, and meeting local Malaysian environmental standards. The equipment’s operating noise is controlled below 78dB, achieving low-noise and high-efficiency production.
Grading and Screening & Finished Product Conveying Unit: Strict Quality Control and High-Efficiency Output
The crushed material is transferred via a 12-meter belt conveyor to a 2.0×6.0-meter drum screen. This equipment uses a single-layer high-precision screen design, and the screen aperture can be customized according to the fineness requirements of the finished product. Through the uniform rotation of the drum (18 r/min), substandard coarse particles are screened and separated, while qualified fine powder passes through the screen and enters the subsequent conveying stage. The screening efficiency reaches 5.5 tons/hour, and the finished product qualification rate is consistently above 99%. The separated coarse particles can be returned to the crusher for reprocessing via a return device (optional for customers), improving raw material utilization.
Qualified powder is conveyed to the finished product storage or packaging area via an 8-meter belt conveyor. The belt conveyor uses a fully sealed cover design to prevent the powder from absorbing moisture, clumping, or generating dust during transportation, ensuring product purity and a clean production environment. The production line can be flexibly integrated with finished product silos, automatic packaging machines, and other downstream equipment according to customer needs, achieving fully automated operation from raw material processing to finished product delivery.
Core Advantages and Adaptability of the Production Line:
Outstanding Refined Processing Capabilities: The precise combination of a 1500-type vertical crusher and a high-precision drum screen ensures uniform powder fineness and no impurities, meeting the application requirements of different crops for powdered fertilizers, resulting in faster fertilizer dissolution and higher absorption efficiency.
Compact Layout and Strong Adaptability: The production line adopts a modular and compact design, requiring only 400 square meters of space, saving 25% compared to traditional powder production lines, and is suitable for the limited space conditions in Malaysian factories; the equipment can flexibly adapt to the processing of various materials such as organic fertilizers, compound fertilizers, and micronutrient fertilizers, offering extremely high versatility.
High Efficiency, Energy Saving, and Environmental Protection: Core equipment uses energy-saving motors, reducing energy consumption by 12% compared to conventional equipment with the same capacity; the fully sealed design and dust removal system effectively control dust pollution, achieving green production.
Looking ahead, the company will continue to focus on the production needs of different regions, optimize equipment performance and process solutions, and provide global customers with more targeted powder fertilizer production line solutions to contribute to the high-quality development of the agricultural industry.
Complementary Technologies for a Complete Product Portfolio
This powder fertilizer production line represents a specialized segment of the modern fertilizer processing machine industry. It expertly addresses the market need for fine, highly soluble fertilizer powders. This successful project illustrates how specialized solutions fit into a broader ecosystem of fertilizer production machine technologies.
While this line is designed for powder, many producers also require granulated products for different applications. This is where other specialized equipment comes into play. The npk fertilizer manufacturing process, for instance, often requires fertilizer granules compaction via a roller press granulator production line using a fertilizer compactor. Alternatively, for a wet granulation approach, a rotary drum granulator (or drum granulator) is used. Similarly, an organic fertilizer disc granulation production line or a flat die pelleting machine might be chosen to shape organic compost into granules. Each of these systems—powder processing, dry compaction, or wet granulation—serves a distinct market niche and product specification, demonstrating the diversity of equipment available within the npk manufacturing process and organic fertilizer production.
Thus, a manufacturer’s complete offering is built by integrating multiple, targeted production lines, enabling them to supply both the powder and granular fertilizers that modern agriculture demands.
Finally, we warmly welcome people from all walks of life to visit us, provide guidance, and discuss business with us, joining hands with Huaqiang Heavy Industry to create a new blueprint for green agricultural development!
In the field of particle preparation, the double roller press granulator and the roller press granulation production line form a core combination. The former is the key granulation equipment, while the latter provides the system support for efficient mass production. Their synergistic operation ensures stable particle quality and improves production efficiency, making them a core configuration in the granulation process for industries such as fertilizers and chemicals.
The double roller press granulator is the “heart” of the roller press granulation production line, with its core function being high-pressure extrusion and molding of raw materials. Its advantages lie in high granulation strength and wide adaptability to raw materials; it can handle both organic fertilizer fermentation materials and chemical dry powder raw materials without the need for excessive binders, ensuring the purity of the finished product.
The roller press granulation production line is a complete system built around the double roller press granulator, encompassing the entire process from raw material pretreatment, core granulation, post-treatment, and intelligent control. Pretreatment ensures that the raw materials meet the required particle size and moisture content; post-treatment (crushing, screening, and drying) optimizes particle quality. Compared to a single piece of equipment, the fertilizer production line significantly reduces manual intervention, improves mass production capacity, and its fully enclosed design controls dust pollution, meeting environmental protection requirements.
The two complement each other: the performance of the double roller press granulator determines the baseline of particle quality, while the configuration of the roller press granulation production line determines the upper limit of production efficiency. In practical applications, it is necessary to match the appropriate equipment and production line based on raw material characteristics and production capacity requirements to achieve both quality and efficiency improvements.
In modern organic fertilizer production lines, the double screws compost turning machine, as a crucial piece of equipment, provides a professional and reliable solution for the aerobic fermentation stage. This equipment complements the common large wheel compost turning machine, together forming a complete material handling system.
As a key piece of equipment in organic fertilizer production lines, the double screws compost turning machine’s design is characterized by its unique double-helix structure. Two parallel spiral shafts work in tandem under power drive, enabling deep turning of the material within the fermentation tank. This design not only ensures thorough turning but also significantly improves processing efficiency, making it an important member of the modern organic fertilizer production equipment system.
In practical applications, the double screws compost turning machine works perfectly with trough fermentation processes. Its processing depth typically reaches over two meters, effectively breaking up the compacted layer formed during fermentation and ensuring uniform oxygen distribution in the material. Compared to large wheel compost turning machines, this equipment is more suitable for operation within fixed fermentation tanks, demonstrating unique environmental adaptability.
In the configuration of organic fertilizer production lines, the double screws compost turning machine and the large wheel compost turning machine each have their own advantages. Large wheel compost turning machines are typically suitable for windrow fermentation in open areas, while double screws compost turning machines excel in trough fermentation processes. This combination of equipment provides organic fertilizer producers with more flexible and diverse process options, meeting the needs of different site conditions and production scales.
With the continuous development of the organic fertilizer industry, double-helix compost turning technology is also constantly innovating. These technological advancements not only improve equipment performance but also drive the entire organic fertilizer production equipment system towards greater efficiency and intelligence.
In the bio-organic fertilizer equipment system, the fertilizer compaction machine, with its exclusive fertilizer granules compaction technology, demonstrates differentiated application value and has become the preferred equipment in many production scenarios. Its core advantage stems from the unique design of the extrusion technology, which not only aligns with the production characteristics of bio-organic fertilizers but also overcomes many of the shortcomings of traditional granulation technologies.
The core advantage of fertilizer granules compaction technology is “binder-free molding.” This technology uses the pressure generated by mechanical extrusion to condense the organic fertilizer raw materials into granules through their own molecular forces. This feature not only significantly reduces the cost of auxiliary materials but also maximizes the retention of core nutrients such as organic matter, nitrogen, phosphorus, and potassium in the raw materials, avoiding dilution of fertilizer efficiency and aligning with the core demand of bio-organic fertilizers for “green and natural” products.
As bio-organic fertilizer equipment, the adaptability of the fertilizer compaction machine stems from the flexible control of the extrusion technology. For organic fertilizer raw materials with different moisture and fiber content, the extrusion pressure and roller speed can be precisely adjusted to avoid problems such as sticking to the walls, clogging, or loose molding.
In addition, fertilizer granules compaction technology also has the advantages of low energy consumption and easy operation. The equipment does not require additional processes such as high-temperature drying, significantly reducing energy consumption, and its structure is compact and easy to maintain. This efficient and energy-saving characteristic makes the fertilizer granules compaction machine a bio-organic fertilizer equipment that balances environmental protection and economic benefits.
Flat die pelleting machines, double roller press granulators, and rotary drum granulators are the mainstream granulation equipment in fertilizer production. These three types differ significantly in core dimensions such as molding principle, raw material suitability, and production capacity and quality. Choosing the right equipment requires considering production scale, raw material characteristics, and product requirements.
Molding Principle and Raw Material Suitability: Flat die pelleting machines form granules through mold extrusion, suitable for both wet and dry raw materials, especially suitable for organic fertilizers and NPK compound fertilizers with moderate viscosity, and have low requirements for raw material particle size; double roller press granulators use double rollers to extrude dry materials for granulation, requiring no water addition, suitable for low-viscosity dry powder raw materials, and can save the drying process; rotary drum granulators form granules through drum rolling and spraying conditioning, more suitable for high-humidity, easily agglomerating fermented organic fertilizer raw materials.
In terms of production capacity and quality, flat die pelleting machines have medium production capacity, suitable for small and medium-scale production, producing granules with high strength and uniform particle size, but the molds are easily damaged; double roller press granulators have adjustable production capacity, suitable for small and medium-scale production, producing granules with high strength and high molding rate, but the shape is less regular; rotary drum granulators have large production capacity, suitable for large-scale continuous production, producing granules with good roundness and excellent appearance, but the strength is low and prone to pulverization.
Selection Suggestions: For small and medium-scale production, prioritizing granule strength and adaptability to multiple raw materials, choose a flat die pelleting machine; for dry material granulation, needing to save on drying costs, and prioritizing hardness, a double roller press granulator is preferred; for large-scale continuous production, focusing on granule appearance, a rotary drum granulator is more suitable.
The drying process is the crucial final step in determining the quality of organic fertilizer. Common quality problems such as excessive moisture, nutrient loss, and particle damage are often related to inadequate drying. As a core piece of equipment in the subsequent processing, the drum fertilizer dryer, through its core functions of scientific temperature control and uniform drying, can precisely address these quality issues.
Addressing the problem of “excessive moisture leading to mold”: The dryer uses layered temperature control technology to precisely reduce the material moisture content to a safe standard of 12%-14%. It employs a hot air circulation drying mode, allowing the hot, humid airflow to fully contact the material, quickly removing excess moisture and preventing mold and clumping caused by incomplete drying in certain areas. This extends the shelf life of the organic fertilizer and ensures stability during storage and transportation.
Solving the problem of “high temperatures causing nutrient loss”: High-quality dryers have the capability of low-temperature, high-airflow drying, controlling the drying temperature within a reasonable range of 60-80℃. This temperature efficiently removes water while preventing the decomposition and loss of core nutrients such as organic matter, nitrogen, phosphorus, and potassium in the organic fertilizer due to high temperatures, ensuring that the finished product’s fertilizer efficiency is not compromised.
Addressing the problem of “uneven drying leading to particle damage”: The internal baffle structure of the dryer ensures uniform turning of the material, allowing every particle to come into contact with the hot air, preventing particle deformation and damage caused by local overheating or incomplete drying. At the same time, the dried material is rapidly cooled by a matching drum fertilizer cooler, further improving particle strength and reducing powdering loss during subsequent screening and packaging.
It should be noted that the effectiveness of the dryer depends on proper operation. As a key piece of equipment in the organic fertilizer production line, the precise drying function of the dryer not only improves the finished product’s qualification rate but also enhances the market competitiveness of the organic fertilizer.
No Absolute “Top 3” Fertilizers: Choose Based on Plant Needs
When it comes to the question “What are the top 3 fertilizers?”, the first thing to clarify is that there is no universal answer. Unlike fixed rankings of commodities, the “best” fertilizers are defined by plant needs, soil conditions, and growers’ preferences. In fact, the core of plant nutrition lies in three essential nutrients—Nitrogen (N), Phosphorus (P), and Potassium (K), collectively known as NPK. The so-called “top” fertilizers are mostly products optimized around these three nutrients or organic materials that improve overall soil health. Understanding their characteristics and application scenarios is the key to making the right choice.
Synthetic or chemical fertilizers, categorized by their nutrient focus, are widely recognized for their targeted and efficient nutrient supply, and can be regarded as the most commonly used “top” options in specific scenarios. First, nitrogen (N) fertilizers such as urea and ammonium nitrate are indispensable for promoting leafy green growth. Nitrogen is a core component of chlorophyll, which is vital for photosynthesis. For leafy greens like spinach, lettuce, and cabbage, nitrogen fertilizers are the top choice to ensure lush, tender foliage. Second, phosphorus (P) fertilizers, represented by diammonium phosphate (DAP), are crucial for root development, flowering, and fruiting. Crops in seedling stages or flowering and fruiting periods, such as tomatoes, peppers, and fruit trees, greatly benefit from phosphorus supplements, making these fertilizers a top pick for boosting yield and quality at these stages. Third, potassium (K) fertilizers like potassium sulfate support overall plant health by enhancing disease resistance and regulating water balance. They are essential for crops facing adverse conditions such as drought or pest pressure, and are also key for improving the taste and storage stability of fruits and vegetables.
Organic fertilizers, which prioritize long-term soil health, are another category of “top” choices favored by eco-conscious growers. Compost and manure are leading representatives, offering slow-release nutrients that avoid nutrient runoff and soil degradation. They not only supply basic nutrients but also improve soil structure, enhance water retention, and nurture beneficial microbial life, laying a solid foundation for sustainable planting. Additionally, natural nutrient-specific organic fertilizers like blood meal (high in nitrogen) and bone meal (high in phosphorus) provide targeted nutrition while aligning with organic farming principles. Seaweed and kelp extracts, rich in trace elements and plant hormones, are also gaining popularity as top organic options for promoting balanced plant growth and stress tolerance.
Beyond these nutrient-focused options, balanced NPK fertilizers (e.g., 10-10-10) deserve mention as a “top” general-purpose choice. Their equal proportion of N, P, and K makes them suitable for a wide range of plants, including vegetables, lawns, and general garden plants, especially when soil conditions are unknown or plants have no special nutrient requirements. For plants with specific needs, specialized NPK fertilizers—such as high-phosphorus 10-20-10 for flowering plants and high-nitrogen 20-5-5 for leafy greens—are more targeted top selections.
In conclusion, the “top 3 fertilizers” are not fixed entities but rather a set of nutrient-focused solutions tailored to different needs. Whether it’s synthetic fertilizers for targeted nutrient supply, organic fertilizers for soil health, or balanced NPK fertilizers for general use, the best choice depends on a combination of factors: the type of plant (vegetables, flowers, leafy greens), soil test results, and whether organic or synthetic products are preferred. By focusing on plant needs rather than chasing a rigid “top 3” list, growers can select fertilizers that maximize plant health and yield while maintaining soil vitality.
Enabling Choice with Professional Manufacturing Systems
The availability of this diverse range of fertilizer options—from specialized synthetic blends to organic soil amendments—is made possible by sophisticated industrial manufacturing. Each product type relies on dedicated processes within the broader spectrum of professional fertilizer manufacturing equipment to translate agronomic formulas into consistent, high-quality products.
For instance, the creation of precise NPK formulations begins in a complete npk fertilizer production line. The npk fertilizer production process involves precise blending via an npk blending machine, followed by granulation. This shaping can be achieved using a disc granulation production line with a disc granulator for shaping, or via a roller press granulator production line with a double roller press granulator. In parallel, organic products are produced on an organic fertilizer production line, which starts with raw material processing using a windrow composting machine and culminates in granulation on a specialized bio organic fertilizer production line. Each type of fertilizer granulator, whether a disc granulator machine or a roller press, is a specialized tool that enables the industry to efficiently produce the vast array of “top” fertilizers that meet the precise needs of modern agriculture.
Thus, the final choice made by the farmer is underpinned by a complex and flexible manufacturing infrastructure capable of producing everything from general-purpose blends to highly specialized organic and synthetic formulas.