In large-scale fertilizer production, the operating efficiency and site adaptability of organic fertilizer compost turning machines directly determine fermentation capacity. Regarding the question of whether “crawler-type compost turning machines are suitable,” the answer is yes: their core advantages precisely match the needs of large-scale production, but they require scientific application in conjunction with the production scenario. By avoiding potential shortcomings, their value can be maximized.
The core advantages of crawler-type compost turning machines precisely address the pain points of large-scale production. First, they have strong site adaptability; the crawler design can easily handle wide open-air fermentation areas and uneven terrain, eliminating the need for laying dedicated tracks and significantly reducing site modification costs. Second, they have high operating efficiency; the wide turning mechanism covers a large area in a single pass and has strong continuous operation capabilities. The daily processing capacity of a single machine far exceeds that of smaller compost turning machine, matching the needs of large-scale raw material turnover. Third, they provide stable turning quality; deep turning ensures uniform oxygen supply to large piles, preventing anaerobic fermentation and ensuring the quality of fertilizer maturation, laying a solid foundation for subsequent processing.
With its high efficiency, stability, and strong adaptability, the crawler-type compost turning machine is an excellent choice for large-scale fertilizer production. As a key piece of organic fertilizer production equipment, by optimizing the operating mode in conjunction with the production layout and performing proper equipment maintenance, its full potential can be realized, contributing to improved efficiency and quality in the fermentation process and supporting the smooth operation of large-scale production.
Urea, as a core nitrogen fertilizer in agriculture, has an application efficiency that directly impacts crop yield and quality. Urea granulation technology, through morphological optimization and process upgrades, addresses pain points from multiple dimensions and is a key technological support for boosting productivity.
Granulation technology optimizes urea characteristics. After screening raw materials with uniform particle size using a fertilizer screener machine, powdered urea is converted into granular urea with uniform particle size and moderate strength through processes such as rotary drum granulation and spray granulation. This solves the problem of caking during transportation and storage, and also extends the nutrient release cycle. Granular urea releases nitrogen slowly after being applied to the soil, reducing high-temperature volatilization losses, avoiding waste, and providing continuous fertilization.
Granulation technology improves application efficiency. Granular urea is compatible with mechanized fertilization equipment, enabling precise broadcasting and band application, significantly improving efficiency, adapting to large-scale planting bases, and reducing labor input; uniform granules prevent localized nutrient excess that can burn seedlings, ensuring crop growth. Some granulation processes add slow-release agents and efficiency enhancers, extending fertilizer efficiency and reducing the number of fertilizations, indirectly lowering planting costs.
Granulation technology contributes to green agriculture. Granular urea reduces nitrogen loss and pollution to soil and water bodies, aligning with the needs of green transformation; its stable characteristics facilitate mixing with phosphorus and potassium using a fertilizer mixer to produce compound granular fertilizers, achieving balanced fertilization and improving crop yield and quality. High-quality granular urea allows crops to fully absorb nutrients and grow robustly, directly boosting yield per unit area and contributing to increased agricultural productivity.
There is no absolute superiority between granular and powdered fertilizers; the best choice depends on the planting scenario, crop requirements, and fertilization method. The two forms differ in nutrient release rate, ease of application, and storage stability. Identifying the most suitable scenario is key to maximizing fertilizer efficiency and avoiding resource waste.
Granular fertilizers are processed on a fertilizer production line, shaped using core fertilizer production equipment such as fertilizer granulators. Their core advantages are “long-lasting, convenient, and stable.” The granular structure slows down nutrient release, providing a slow and steady supply of nutrients, which suits the needs of field crops (wheat, corn) throughout their entire growth cycle, reducing the need for frequent topdressing. They are less prone to dusting during application, making them suitable for mechanized sowing and fertilization, offering high efficiency and easy dosage control. They are also less likely to clump during storage and transportation, resulting in greater stability. However, a disadvantage is the slower initial nutrient release, making them unsuitable for the seedling stage when crops urgently need nutrients. Crushing the granules before use will destroy the slow-release structure.
Powdered fertilizers have a relatively simpler production process, requiring no granulation machine and can be produced using basic fertilizer production equipment. Their core advantages are “fast-acting, uniform, and flexible.” The fine particle size allows for a large contact area with the soil, enabling rapid dissolution and absorption of nutrients by the crops, making them suitable for the seedling and growth stages when crops urgently need nutrients. They can be evenly broadcast or dissolved in water for application, especially suitable for the precise cultivation of greenhouse fruits and vegetables. However, the disadvantages include easy dusting, difficulty in storage (prone to clumping during long-term storage), and difficulty in mechanized application. The rapid nutrient release also requires careful dosage control to avoid root burn and nutrient loss.
Granulation is a critical process in fertilizer manufacturing that transforms fine powder raw materials into granular forms, enhancing handling, storage, and application efficiency. There are two primary types of granulation techniques in this industry: Dry Granulation and Wet Granulation. The fundamental distinction between the two lies in whether a liquid solution or binder is employed during the granulation process. Each method boasts unique processes, applicable scenarios, equipment requirements, and advantages and disadvantages, making them suitable for different production needs and fertilizer formulations.
Dry Granulation, also known as extrusion granulation, relies solely on mechanical pressure to bond powder particles, without the addition of water or any liquid binders. The process starts with raw materials that have low moisture content, typically below 10%. These dry powders are fed into a double roller extrusion granulator, where they are squeezed between two counter-rotating rollers under high pressure. This intense mechanical force compacts the powder into dense sheets or “slugs.” Subsequently, these slugs are crushed into smaller particles and screened to obtain granules of the desired size. This method is particularly well-suited for moisture-sensitive or heat-sensitive fertilizers, as the absence of liquid and heat prevents nutrient degradation. It is also an ideal choice for small-to-medium-scale production operations.
The key advantage of Dry Granulation is its high energy efficiency. Since no liquid is added, it eliminates the need for subsequent drying and cooling processes, which are energy-intensive steps in other granulation methods. However, this technique has inherent limitations. The granules produced are usually irregularly shaped or oblate (flat), which is less visually appealing compared to the spherical granules from wet methods. Additionally, Dry Granulation typically has lower production rates than wet granulation, making it less suitable for large-scale commercial production demands.
Wet Granulation, or agglomeration, is the most common industrial granulation method. It utilizes a liquid binder—such as water, steam, or chemical slurries—to facilitate the bonding of powder particles. The process involves agitating the fertilizer powder in a rotating device, while the liquid binder is uniformly sprayed onto the powder. The tumbling action of the rotating equipment causes the powder particles to stick together, either growing into spherical granules through agglomeration or forming layered “onion-skin” structures via accretion. This method is optimal for large-scale commercial production, especially for compound fertilizers like NPK. It is also preferred for formulations that require high-strength, spherical granules, which offer better flowability and uniformity during application.
The main equipment used in Wet Granulation includes rotary drum granulators, disc (pan) granulators, and spray/high-tower granulation systems. The primary advantage of this method is the production of uniform, high-quality, and aesthetically pleasing spherical granules that meet the strict requirements of large-scale agricultural applications. However, Wet Granulation is more energy-intensive and costly. The added liquid binder means the finished granules must undergo extensive drying and cooling processes to remove excess moisture, which consumes significant energy and increases production costs.
In conclusion, Dry Granulation and Wet Granulation are the two core techniques in fertilizer manufacturing, differentiated by the use of liquid binders. Dry Granulation excels in energy efficiency and suitability for sensitive materials and small-scale production, while Wet Granulation is favored for large-scale commercial operations and high-quality spherical granules. Understanding the characteristics of each method allows fertilizer manufacturers to select the most appropriate granulation technique based on their production scale, fertilizer type, and quality requirements, ultimately optimizing production efficiency and product performance.
Strategic Integration of Granulation within Production Systems
The choice between dry and wet granulation is a fundamental decision in designing an organic fertilizer manufacturing system or an npk fertilizer manufacturing process. Dry granulation, specifically fertilizer granules compaction via a roller press granulator production line, is a core fertilizer production machine technology. This method uses a high-pressure fertilizer compactor and is ideal for moisture-sensitive materials, avoiding the need for drying. In contrast, the wet npk manufacturing process typically employs rotary drum granulation to produce spherical pellets.
For organic systems, the production chain often begins with aerobic decomposition using a windrow composting machine. The cured compost is then granulated, and the choice of fertilizer production machine depends on the material’s properties. Dry fertilizer compaction can be effective for powdery, low-moisture organic blends, while wet pan or drum granulators are better for materials that can accept a binder. Thus, the granulation technology is not selected in isolation but is integrally linked to the characteristics of the feedstock and the overall system design.
Ultimately, the selection of granulation equipment dictates the energy profile, product characteristics, and scalability of the entire production line. A sophisticated manufacturing system seamlessly integrates the chosen granulation method with upstream and downstream processes to optimize both economic and agronomic outcomes.
Granulation technology is a processing technique that transforms powdered, lumpy, or liquid raw materials into granular products of specific size, strength, and shape through physical, chemical, or biological methods. Its core purpose is to optimize the characteristics of raw materials and solve problems such as dust generation, difficulty in storage and transportation, and uneven mixing of powdered materials.
The core value of granulation technology lies not only in improving the physical form of materials but also in enabling precise control of nutrients or components. In the agricultural field, powdered fertilizers, after granulation, become uniform in size and have moderate strength, preventing scattering during application and improving utilization. It also allows for the proportional mixing of multiple nutrients during granulation, enabling balanced fertilization.
Mainstream granulation technologies are divided into two categories: physical granulation and chemical granulation, with physical granulation being the most widely used. Physical granulation relies on mechanical force or physical action for shaping. Common types include rotary drum granulation,double roller press granulation, and disc granulation technology. For example, rotary drum granulators use centrifugal force and friction to roll and shape the material, while double roller press granulators use high pressure to densify powdered materials without requiring excessive binders. Chemical granulation, on the other hand, utilizes chemical reactions to produce granular products from raw materials and is mostly used in the production of specific chemical products.
In addition to agricultural fertilizer production, granulation technology is also widely used in pharmaceutical tablet formation, food and feed pellet processing. With technological advancements, granulation technology is increasingly focused on environmental protection and efficiency, further improving processing stability and product quality.
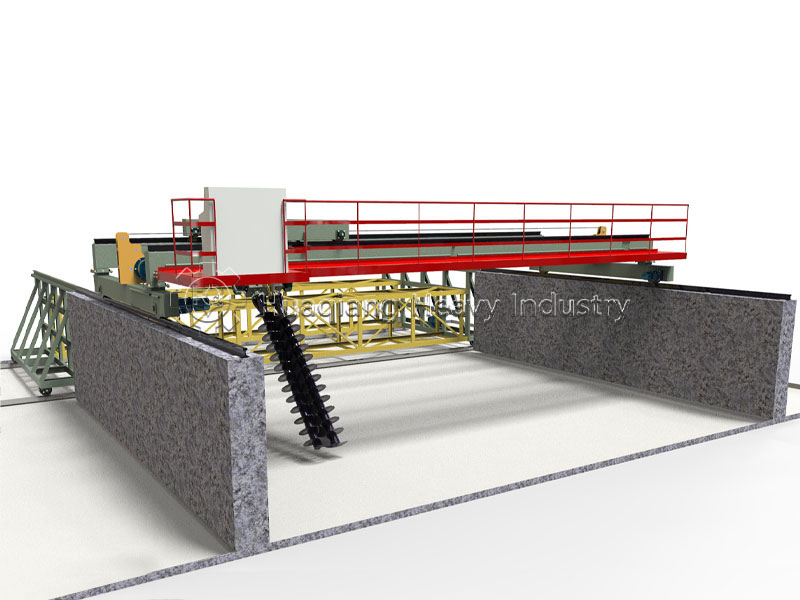
In the context of green agricultural development and waste resource utilization, efficient organic fertilizer production equipment has become crucial. Compost turning machines, as the core equipment in the organic fertilizer fermentation process, directly impact fermentation efficiency and fertilizer quality. Among these, the double screws compost turning machine stands out due to its unique advantages. It utilizes a double-helix stirring structure to penetrate the compost pile for even mixing, and is equipped with an oxygen supply system to meet the needs of aerobic fermentation. This accelerates the decomposition of organic materials such as livestock manure and crop straw, significantly improving fermentation efficiency. It is widely applicable to agricultural waste treatment and organic fertilizer production.
In addition to the double-helix model, various other compost turners are available for different needs. For example, hydraulic compost turning machines are suitable for large production sites, offering powerful performance and stable operation; windrow compost turning machines are flexible and adaptable to open-air windrow fermentation; and simple compost turning machines are cost-effective, meeting the basic fermentation needs of small farms or startups. These devices, through precise composting and turning operations, lay the foundation for high-quality raw materials in organic fertilizer production.
A complete organic fertilizer production line also requires other key equipment. To expand the product line, NPK fertilizer production lines can achieve diversified fertilizer production, while bio-organic fertilizer production lines focus on the development of high-value bio-fertilizers. Furthermore, fertilizer granulators can process the fermented materials into granular form, improving product storage and transportation convenience and market competitiveness.
Choosing the right combination of equipment not only promotes the resource utilization of organic waste and reduces environmental pollution, but also helps agricultural production achieve a green cycle, injecting momentum into sustainable agricultural development.
In the entire fertilizer production process, the chain crusher, as a core crushing equipment, directly affects the efficiency of raw material processing, the smoothness of subsequent processing, and the quality of the finished product. To improve overall production efficiency with this equipment, the key lies in achieving precise coordination of raw material adaptation, parameter adjustment, and production process.
Optimize raw material pretreatment. For common lumpy raw materials in fertilizer production (such as agglomerated phosphate rock powder and urea granules), it is necessary to remove hard impurities such as metals and stones in advance to avoid damage to the chain crusher’s hammers and chain plates. At the same time, classify and process raw materials according to their hardness, pre-crushing high-hardness materials to avoid equipment overload caused by mixed crushing, allowing the chain crusher to focus on efficient crushing and increasing the processing capacity per unit time.
Dynamically adapt crushing parameters to match the production rhythm. Flexibly adjust parameters such as the chain crusher’s rotation speed and screen mesh size according to the needs of subsequent processes: if the subsequent process is granulation, the crushing particle size can be controlled at 1-3mm, using a screen with a suitable mesh size to reduce secondary crushing; for raw materials with different moisture content, adjust the rotation speed accordingly—slowing down the speed for high-moisture materials to avoid clogging, and appropriately increasing the speed for dry materials to improve efficiency.
Strengthen the connection throughout the entire process. Coordinate the chain crusher with the upstream raw material conveying and downstream fertilizer screening equipment, using sensing devices to control the feeding speed, avoiding raw material accumulation or interruption of supply. At the same time, regularly clean residual materials in the equipment’s internal cavity and check the wear of the chain plates to reduce equipment downtime due to malfunctions.
In numerous industries such as mining, building materials processing, chemical production, food processing, and pharmaceutical manufacturing, material grading and screening are crucial for ensuring production quality and efficiency. As a widely used material screening device, the vibrating screen, with its high screening capacity, precise grading effect, and wide adaptability, has become an indispensable core piece of equipment in the production processes of various industries. It achieves rapid separation of materials of different particle sizes through the vibration energy generated by a specific vibration device, providing qualified materials for subsequent production processes, helping enterprises improve production efficiency and ensure product quality.
The stable operation of the vibrating screen relies on a scientifically sound structural design. Its core structure consists of six key parts working together to form a complete screening system. The screening box is the core load-bearing component of the equipment, and the screen inside is the core element for material separation. Different screen sizes can be replaced according to different screening needs, precisely adapting to the separation requirements of materials of different particle sizes. The vibrating motor or exciter, as the “power heart” of the equipment, provides a stable vibration source for screening operations, driving the material to move on the screen surface through vibration, providing the basic power for screening. The support system utilizes springs or rubber shock absorbers, which not only stably support the screening box but also effectively buffer the impact of vibration on the ground and the main body of the equipment, extending its service life. The inlet and outlet form the material flow channel. After entering the screening box through the inlet, materials of different particle sizes, after screening and separation, are discharged from their respective outlets, ensuring a smooth and orderly screening process. The sealing device effectively prevents dust leakage during screening, maintaining a clean working environment and meeting environmental protection production requirements.
The working principle of the vibrating screen is based on the precise coordination of vibration energy and material movement to achieve efficient screening. Its core logic is to generate vibration through a vibrating motor or exciter, driving the screening box to perform linear or circular motion in three-dimensional space. When the material enters the screening box through the inlet, it undergoes a forward projectile motion along the screen surface under the action of vibration—this special motion mode ensures both uniform distribution of the material on the screen surface and full contact between the material and the screen mesh. During this process, materials smaller than the sieve apertures pass smoothly through the apertures, becoming the undersize product; materials larger than the apertures remain on the sieve surface, continuing to move forward as the oversize product, and are eventually discharged from the corresponding outlet, thus completing the separation of materials of different particle sizes. It is worth noting that the adjustment of parameters such as vibration frequency, amplitude, and sieve surface inclination angle directly affects screening efficiency and accuracy. Enterprises can flexibly adjust relevant parameters according to material characteristics (such as humidity, viscosity, and particle size distribution) and production requirements to achieve optimal screening results.
The unique structural design and working principle endow vibrating screens with many significant features, enabling them to adapt to the complex needs of multiple industries. High-efficiency screening is its core advantage; high-frequency vibration significantly increases material throughput, effectively improving production efficiency and helping enterprises increase capacity. High screening accuracy is achieved through precise matching of sieve aperture and vibration parameters, allowing for strict control of the screened particle size and ensuring the quality of materials in subsequent production. Its wide applicability is particularly outstanding; it can handle both dry and wet materials, and has good adaptability to different types and particle size ranges of materials. Meanwhile, vibrating screens boast a compact structure, small footprint, and ease of installation in various production sites. They are also simple to operate, convenient to maintain, and highly automated, effectively reducing labor costs. Furthermore, their sealed design provides excellent environmental performance, reducing dust pollution and aligning with the modern trend of green industrial production.
From ore grading in mining to raw material purification in the food industry, from precision screening of chemical products to impurity removal in the pharmaceutical field, vibrating screens, with their core advantages of high efficiency, precision, and flexibility, provide strong support for optimizing production processes across various industries. Against the backdrop of industrial production transforming towards higher efficiency, precision, and green practices, vibrating screens, with their irreplaceable screening value, will continue to play a vital role in more industries, becoming a key piece of equipment for improving the quality and efficiency of industrial production.
Critical Screening in Integrated Fertilizer Manufacturing
In the context of fertilizer production, the vibrating screen is an indispensable unit within any professional fertilizer manufacturing equipment line. It performs the critical final quality control by separating oversized and undersized particles from the finished granules, ensuring a uniform product. This is vital in both the npk fertilizer production process and organic fertilizer lines. For example, in an npk fertilizer production line, raw materials might first be blended in a npk bulk blending machine before granulation. The formed granules, whether from a disc granulation production line (using a disc granulator for shaping) or a roller press granulator production line (using a double roller press granulator), must be screened to meet size specifications.
Similarly, in an organic fertilizer production line or a bio organic fertilizer production line, the screening stage is equally crucial. The raw material may originate from a windrow composting machine, and after granulation—potentially via a disc granulator—the pellets are sized by a vibrating screen. The screened “fines” are often recycled back into the process, maximizing material utilization. Thus, whether it’s a dedicated npk fertilizer line or an organic system, the vibrating screen is the final arbiter of product consistency, directly impacting marketability and application performance.
Therefore, the integration of high-efficiency screening technology is non-negotiable in modern fertilizer plant design. It works in concert with granulation and blending equipment to deliver a polished, standardized final product that meets strict quality benchmarks.
In organic fertilizer production, excessive moisture, nutrient loss, and particle damage are the core pain points affecting product quality. Organic fertilizer dryers, through scientific temperature control, airflow optimization, and process adaptation, can solve these problems at the source, making them a key piece of equipment for ensuring stable organic fertilizer quality.
To address uneven and excessive moisture content, the dryer achieves precise drying through graded temperature control and hot air circulation. High-quality drum fertilizer dryers employ a multi-stage temperature zone design: high temperature at the inlet end for rapid evaporation of free water, constant temperature in the middle section to remove bound water, and low temperature at the outlet end for shaping, preventing localized over-drying or under-drying; coupled with a closed-loop hot air circulation system, it ensures sufficient contact between hot air and materials, precisely controlling the finished product’s moisture content to below 15%.
To address nutrient loss, organic fertilizers contain organic matter and amino acids that are sensitive to high temperatures. The dryer optimizes the hot air temperature (controlled at 60-80℃) and improves drying efficiency, shortening the material’s high-temperature residence time; some advanced equipment is equipped with a waste heat recovery system, further reducing energy consumption while ensuring drying effectiveness and preventing high-temperature degradation of nutrients.
To solve the problem of particle damage, for granulated organic fertilizer particles, the dryer adjusts the drum speed (10-15 r/min) and optimizes the internal baffle structure to reduce collision and friction between particles and the inner wall of the equipment, and between particles themselves; at the same time, it precisely controls the hot air speed to avoid strong airflow impact causing particle breakage.
In summary, organic fertilizer dryers, through targeted technical design, can simultaneously solve the three major quality problems of moisture, nutrients, and particle morphology. Choosing the appropriate dryer type and precisely adjusting operating parameters is crucial for the efficient operation of an organic fertilizer production line.
In industries such as fertilizer production, grain processing, and mining, vertical material handling is an indispensable part of the production process. Bucket elevators, with their efficiency and convenience, have become the preferred equipment for many companies.
For the fertilizer production industry, bucket elevators are one of the core pieces of equipment in the fertilizer production line. The granular or powdered fertilizers involved in fertilizer production require high demands on the sealing of the equipment. These bucket elevators usually adopt a closed design, which effectively reduces the loss of fertilizer and dust dispersion during transportation, ensuring a clean production environment and reducing raw material waste. At the same time, the hopper design is adjusted according to the different particle sizes of the fertilizer to ensure smooth material handling and prevent blockages.
Similarly, vertical bucket elevators for granular materials perform excellently when handling different materials such as grains and ores. Taking the grain industry as an example, grain particles are full and fragile. The hoppers of these elevators use softer materials, and the operating speed is precisely controlled to prevent grain breakage during lifting. In the mining industry, when dealing with harder ores, the traction components and hoppers of the elevator are made of high-strength materials to ensure the durability and stability of the equipment.
High-capacity bucket elevators play a crucial role in large-scale production scenarios. Large-scale fertilizer plants and grain storage facilities, for example, require extremely high material handling volumes. These elevators optimize parameters such as hopper volume and lifting speed to transport more materials per unit time, significantly improving production efficiency and helping enterprises achieve large-scale production.
When purchasing, companies need to consider their production scale, material characteristics, and other factors, and comprehensively compare various parameters to select the equipment that best suits their needs, so that the bucket elevator can better serve their production.