In early summer, the air is filled with the fragrance of ripe fruit. In April 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. (hereinafter referred to as “Huaqiang Heavy Industry”) successfully completed the installation, commissioning, and official operation of a roller extrusion granulation production line tailored for a Malaysian client. The successful completion of this project not only represents another significant breakthrough for Huaqiang Heavy Industry in its deep cultivation of the overseas fertilizer equipment market, but also demonstrates the strong competitiveness of “Made in China” in the international market through professional customized solutions and superior product technology, winning high praise from the client.
As a leading modern fertilizer equipment enterprise integrating R&D, production, sales, and after-sales service, Huaqiang Heavy Industry adheres to the corporate tenet of “market-oriented, innovation-driven development, quality-based survival, and customer trust gained through comprehensive after-sales service.” With its strong technical capabilities, high-quality workforce, and professional CAD design center, Huaqiang Heavy Industry provides global clients with comprehensive one-stop services, from plant planning and process design to equipment manufacturing, installation, commissioning, and formula optimization. This Malaysian client, driven by the need for large-scale fertilizer production in the region, urgently required a high-efficiency, stable, and environmentally friendly roller extrusion granulation production line for the mass production of compound fertilizers. Huaqiang Heavy Industry, leveraging its years of experience in roller extrusion granulation technology, extensive overseas project implementation experience, and flexible customization capabilities, stood out from numerous competitors and successfully secured the cooperation.
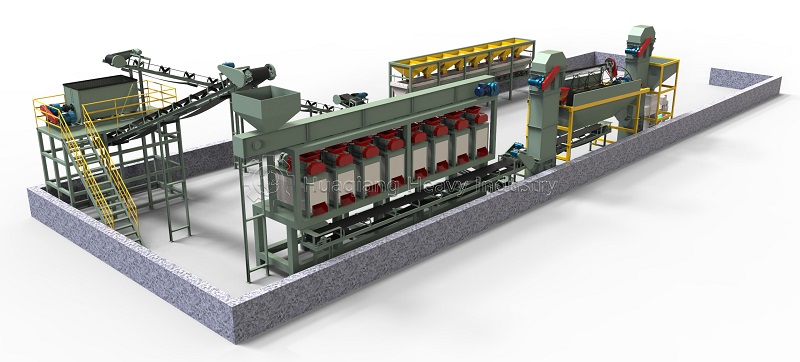
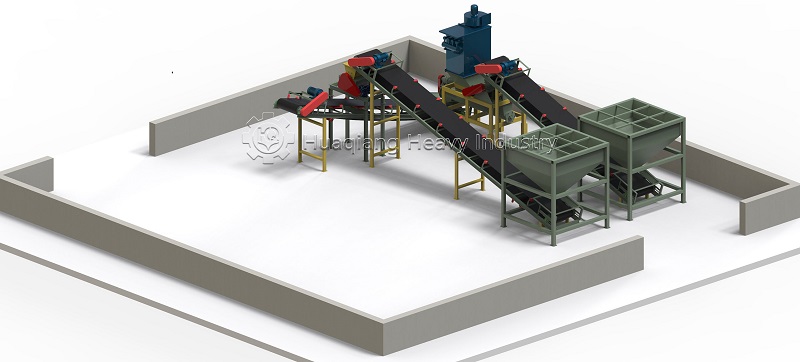
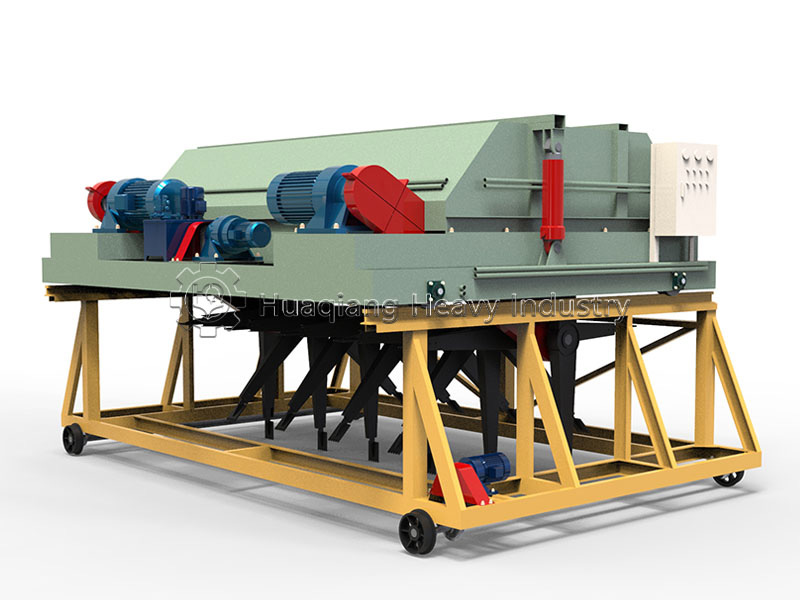
To ensure the production line was fully adapted to the Malaysian client’s production conditions, raw material characteristics, and capacity requirements, the Huaqiang Heavy Industry project team conducted multiple rounds of on-site surveys and solution optimizations, creating this well-configured, closed-loop roller extrusion granulation production line. The entire production line covers all core processes including raw material pretreatment, mixing, granulation, screening, coating, finished product storage, and packaging. The equipment is scientifically and rationally configured, with a high degree of automation: After entering the production chain via a conveyor system, the raw materials are precisely transferred to two 1×2 meter horizontal mixers via a 4-meter belt conveyor, achieving uniform mixing of multi-component raw materials and ensuring the accuracy of fertilizer formulation. The mixed material is then conveyed by a 13-meter belt conveyor to a ø2.2-meter disc feeder. The feeder employs a precise quantity control design to ensure a stable and uniform supply of material to the core equipment—four 2.0-type double-roller extrusion granulators. This type of granulator is a mature and mainstream product of Huaqiang Heavy Industry, featuring a high-strength double-roller design, adjustable extrusion pressure, adaptability to various raw material characteristics, high granulation rate, high particle strength, and stable and reliable operation. The parallel operation of the four machines significantly increases the core capacity of the production line. The granulated material is then transferred by a 4-meter belt conveyor to an ø1.5×6. The 9-meter screening machine performs grading and screening. Unqualified particles are returned to the front end for reprocessing via a 9-meter return conveyor belt, achieving resource recycling. Qualified particles are conveyed via an 8-meter conveyor belt to a 1.5 x 12-meter coating and screening integrated machine for coating treatment to improve the fertilizer’s moisture resistance, stability, and slow-release nutrient effect. A small amount of dust generated during the coating process is efficiently collected by a dust collector to avoid environmental pollution. The processed finished product is transported via a 12-meter conveyor belt to a 3-cubic-meter finished product silo for temporary storage, and finally, standardized quantitative packaging is completed by an automatic packaging machine, achieving continuous and automated production throughout the entire process.
It is worth mentioning that the entire production line incorporates core technologies independently developed by Huaqiang Heavy Industry. The equipment layout is compact and reasonable, occupying a small area, and is equipped with comprehensive environmental protection designs, resulting in low dust entrainment and fully meeting the stringent environmental production standards of Malaysia. From equipment material selection to process optimization, from component processing to complete machine assembly, Huaqiang Heavy Industry consistently adheres to high standards and strict requirements to ensure that every piece of equipment and every link reaches industry-leading levels.
During the project implementation, Huaqiang Heavy Industry assembled a professional overseas service team composed of technical experts and experienced construction personnel, who traveled across borders to the construction site in Malaysia. The team overcame multiple challenges, including regional cultural differences, a complex construction environment, and international logistics coordination. They strictly adhered to construction specifications and timelines to advance equipment installation and commissioning, providing on-site technical guidance and support throughout the process. Simultaneously, they conducted systematic training on equipment operation and maintenance for the client’s operators, ensuring that the client could master the skills of operating and managing the production line. During the trial operation, all equipment on the production line worked smoothly, and all indicators, including capacity, pellet forming quality, energy consumption control, and environmental emissions, met or even exceeded customer expectations. Customer representatives highly praised the line during acceptance, stating, “Huaqiang Heavy Industry’s roller extrusion granulation production line is technologically advanced and operates stably. Our professional team followed up throughout the entire process from design to production implementation, and our after-sales service was timely and thorough, ensuring a worry-free start-up.” Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. has been deeply involved in the fertilizer equipment field for many years, specializing in a series of equipment such as ground-walking compost turners, trough compost turners, crushers, mixers, granulators, dryers, coolers, screening machines, and packaging machines. We can customize organic fertilizer and compound fertilizer production lines ranging from 10,000 to 500,000 tons according to customer needs. Our products not only cover all parts of China but have also been exported to many countries and regions, providing high-quality organic waste harmless treatment solutions for organic and inorganic bio-fertilizer plants and wastewater treatment plants worldwide. The successful commissioning of the roll extrusion granulation production line in Malaysia marks another significant milestone in the company’s overseas market expansion, further solidifying its brand influence and market share in the international fertilizer equipment market.

Beyond Installation: Enabling Advanced NPK Fertilizer Production
The successful operation of this roller extrusion line provides the Malaysian client with a robust foundation for high-quality fertilizer production. This installation demonstrates Huaqiang Heavy Industry’s expertise in delivering turnkey solutions that integrate seamlessly into the broader npk manufacturing process.
The core of this system is the roller press granulator production line, where the fertilizer compactor (or fertilizer compaction machine) performs dry fertilizer granules compaction through high-pressure extrusion. This efficient npk fertilizer production technology is particularly advantageous for producing dense, low-dust granules with excellent storage properties. While this project utilizes roller press technology, Huaqiang Heavy Industry’s portfolio also includes complementary systems like the rotary drum granulator for different production needs, offering clients a comprehensive range of solutions for compound fertilizer manufacturing.
In the future, Huaqiang Heavy Industry will continue to focus on technological innovation and service upgrades, continuously increasing R&D investment, optimizing product performance and process solutions, and enhancing its customized service capabilities. With more advanced technology, more reliable products, and more professional services, we will actively expand into the global market, creating greater value for more international customers and allowing “Made in China” to shine even brighter in the global agricultural equipment field.
We warmly welcome people from all walks of life to visit, guide, and discuss business with us, and work hand in hand with Huaqiang Heavy Industry to promote the high-quality development of green agriculture!