The market competitiveness of NPK granular fertilizers hinges on granule strength, particle size uniformity, and nutrient stability. The progressive synergy of the fertilizer compaction machine, fertilizer screener machine, and NPK fertilizer granulator, from molding and strengthening to screening, builds a robust quality defense line at every stage.
The NPK fertilizer granulator is the first line of quality control. After precisely proportioned nitrogen, phosphorus, and potassium raw materials are fed into the equipment, they are formed into preliminary granules through wet rolling or dry pre-molding. This ensures that the multiple nutrients are evenly distributed within the granules, preventing stratification, and also initially controls the particle size range, laying the foundation for subsequent quality improvement.
The fertilizer compaction machine undertakes the mission of strengthening the granules. The initially formed granules lack sufficient strength and are prone to pulverization in subsequent stages. After precise extrusion, the internal structure of the granules becomes denser, significantly increasing strength and resulting in a more regular shape. Especially in dry granulation scenarios, the combination of these two machines can increase the granule formation rate to over 95%, meeting the needs of storage and transportation.
The fertilizer screener machine is the final quality control officer. The granules, after molding and strengthening, are graded by the multi-layer screens of the screening machine, removing oversized, undersized, and damaged unqualified products. Qualified products enter the packaging stage, while unqualified products are returned to the granulator for reprocessing, forming a closed loop that ensures uniform particle size and reduces raw material waste.
The synergy of these three pieces of equipment achieves controllable quality throughout the entire cycle of NPK granular fertilizer production, from molding to factory delivery. This not only improves the finished product qualification rate but also ensures stable fertilizer efficacy, precisely meeting the core needs of large-scale agriculture for high-quality fertilizers.
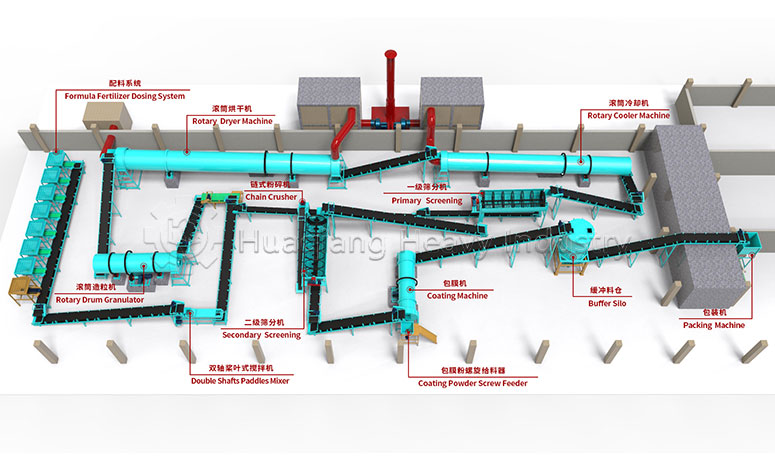
In 2025, Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd. completed the full-process commissioning of a 10-unit extrusion granulation production line tailored for a customer in Guigang, Guangxi, officially entering a new stage of large-scale mass production. This production line focuses on the ultra-large-capacity production needs of compound fertilizers and organic fertilizers, integrating the entire chain of core processes including batching, crushing, mixing, granulation, screening, coating, and packaging. With its robust configuration of 10 granulation main units operating in parallel, highly automated process design, and stable and reliable operation, it has become a benchmark project for fertilizer production equipment in South China, injecting strong momentum into the upgrading of local agricultural industrialization.
Production Line Full-Chain Configuration and Core Equipment Analysis
The entire production line follows a closed-loop process of “precise batching – raw material pretreatment – efficient granulation – fine processing optimization – finished product output.” The equipment layout is compact and orderly, with seamless connections. Each unit works synergistically, ensuring both ultra-large capacity requirements and strict control over product quality stability.
Precision Batching and Raw Material Pretreatment Unit: Strengthening the Production Foundation
Multi-Compartment Collaborative Batching System: The production line starts with a 4-compartment automatic batching system. Each compartment is independently designed to store nitrogen, phosphorus, and potassium as main raw materials, as well as various additives. The total storage capacity meets the requirements of continuous 12-hour full-load production. Precision metering devices are installed at the bottom of the batching compartments. Combined with a PLC intelligent control system, the system automatically adjusts the amount of each raw material fed according to the preset formula, with a batching error of ≤1%, ensuring accurate fertilizer nutrient ratios.
High-Efficiency Crushing and Uniform Mixing: Raw materials are conveyed to a 90-type horizontal semi-wet material crusher via 2.9-meter and 11-meter belt conveyors. This equipment is specifically designed for high-moisture raw materials, employing wear-resistant alloy cutter discs and a graded crushing structure. It can crush large, agglomerated raw materials (particle size ≤80mm) into uniform fine materials ≤2mm, achieving a crushing efficiency of 15 tons/hour, meeting the stringent requirements for raw material fineness in subsequent granulation. The pulverized material is transferred via a Y-shaped tee and a 14-meter belt conveyor to two 2200-type precision mixers (presumably “precision mixers”). These machines feature a dual-shaft counter-rotating design with wear-resistant coatings on the impellers. During mixing, the material forms a strong convection circulation, ensuring thorough mixing of different components with a mixing uniformity error of ≤2%, laying the foundation for high-quality granulation.
Core Granulation Unit: 10 Main Units Create Super Capacity
The mixed material is then diverted via a tee and evenly fed by two 2200-type disc feeders to ten extrusion granulators. The feeders employ variable frequency speed control and automatic material level control technology, allowing real-time adjustment of the feed rate based on the granulator’s operating status, preventing granulation quality fluctuations or equipment overload caused by uneven feeding.
The core highlight of the entire production line is the parallel operation of 10 extrusion granulators. Each machine has an hourly output of 3 tons, and their combined operation achieves a total capacity of 30 tons/hour and a daily capacity of 720 tons, far exceeding the capacity of conventional production lines. The granulators employ a high-strength roller extrusion design, with roller skins made of high-chromium alloy. After quenching treatment, the hardness reaches HRC62 or higher, exhibiting extremely high wear resistance and extending the service life to over 10,000 hours. The equipment is equipped with a hydraulic pressure regulation system, allowing precise control of the extrusion pressure within the range of 6-18 MPa to adapt to the granulation needs of raw materials with different moisture content and compositions. The granulation rate remains consistently above 93%, with uniform particle size controlled at 3-5 mm and particle strength reaching 2.8 MPa. The particles are not easily pulverized, meeting the requirements for long-distance transportation and long-term storage.
Screening and Coating Optimization: Granulated granules are transferred to a 15x60m drum screen (presumably a 1.5×6.0m standard size) via 7m and 11m belt conveyors. A double-layer screen design separates large, unqualified granules on the upper layer and selects qualified finished products on the lower layer, achieving a screening efficiency of 35 tons/hour. Unqualified granules are returned to the pre-processing unit via 8m and 5m return conveyors for reprocessing, achieving a material utilization rate of 99%. Qualified granules undergo anti-caking pre-treatment in a 16-type spiral duster, followed by a 1.5×6.0m coating machine. Atomized spraying technology evenly coats the granules with a coating agent, forming a dense protective film that effectively improves the fertilizer’s moisture resistance, stability, and slow-release nutrient effect.
Finished Product Storage and Automated Packaging: Wrapped finished products are conveyed to a finished product warehouse via a 12-meter belt conveyor for temporary storage. The warehouse is equipped with a material level monitoring system to provide real-time inventory status feedback. Finally, quantitative packaging is completed using an automatic packaging scale. The equipment supports rapid switching between multiple specifications such as 25kg, 40kg, and 50kg, with a measurement error ≤ ±0.2kg and a packaging speed of up to 200 bags/hour. Combined with a subsequent transfer system, it achieves rapid warehousing and shipment of finished products.
Core Advantages and Industry Value of the Production Line
Super Capacity Leading the Industry: The innovative configuration of 10 parallel granulation units breaks through the capacity bottleneck of conventional production lines, meeting the quantitative needs of large-scale fertilizer production enterprises and helping customers seize market share.
Intelligent, Efficient, Cost-Effective, and Inefficient: The entire process is integrated with a PLC intelligent control system, achieving automated control of batching, feeding, granulation, and screening, reducing manual intervention and labor intensity. The equipment’s energy consumption is 15% lower than that of conventional production lines with the same capacity, resulting in a significant reduction in overall production costs.
Stable, reliable, and highly adaptable: Core equipment adopts standardized and wear-resistant designs, key components are highly versatile, and maintenance is convenient. The production line can flexibly adapt to the production of various materials such as organic fertilizer, compound fertilizer, and bio-organic fertilizer, and supports product customization with different particle sizes and formulas, demonstrating extremely high adaptability.
The successful commissioning of 10 extrusion granulation production lines in Guigang, Guangxi, not only demonstrates Huaqiang Heavy Industry’s core strength in the R&D and integration of ultra-large capacity granulation equipment, but also provides efficient and stable equipment support for the modernization of agriculture in South China. In the future, Huaqiang Heavy Industry will continue to focus on customer needs, continuously optimize product performance and process solutions, and provide more competitive customized solutions for global fertilizer producers, contributing to the high-quality development of the agricultural industry.
Mastering High-Volume Dry Granulation
This groundbreaking 10-unit production line in Guangxi exemplifies the industrial-scale application of advanced fertilizer granulation technology. Its core innovation lies in the massive parallel deployment of extrusion granulators, a method that falls under the category of dry granulation processes.
The line is a prime example of a roller press granulator production line, where each fertilizer compaction machine (or fertilizer compactor) performs fertilizer granules compaction through high-pressure extrusion. This method of fertilizer compaction is a key fertilizer granulation processes used within the broader npk manufacturing process for specific product types. It stands in contrast to alternative fertilizer processing machine technologies, such as drum granulation using a rotary drum granulator for wet agglomeration. The successful scaling to ten parallel units demonstrates a mastery of this particular fertilizer granulation technology, enabling unprecedented production volumes of dense, low-moisture fertilizer granules.Therefore, this project is not just about capacity; it is a testament to the precision engineering and process control required to reliably scale up dry granulation, providing a model for high-output fertilizer manufacturing that prioritizes product density and energy efficiency.
We warmly welcome people from all walks of life to visit, guide, and discuss business with us, and work together to create a new future for green agricultural development!
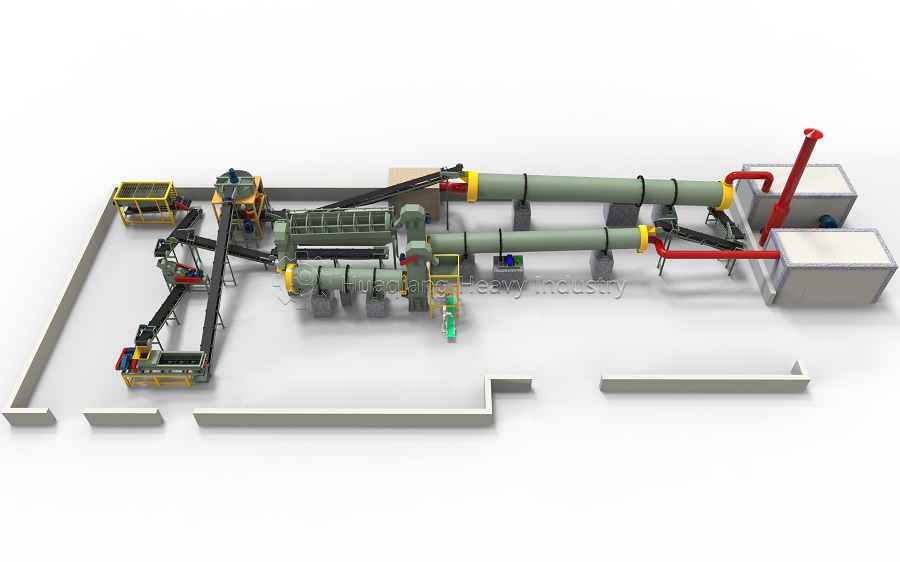
Rotary drum granulation production lines are widely used in organic and compound fertilizer production due to their wide adaptability and excellent molding effect. Their construction requires following a scientific process, considering both production capacity requirements and environmental standards.
Preliminary Planning: First, clarify the production raw materials (such as organic fertilizer fermentation materials, NPK compound fertilizer raw materials) and production capacity targets. Determine the process route based on local environmental policies, such as whether drying and dust removal equipment are needed. Simultaneously, conduct a cost assessment, covering core expenses such as equipment procurement, site construction, and energy consumption.
Equipment Selection and Matching: The core equipment, the rotary drum granulator, needs to be selected according to the characteristics of the raw materials, ensuring that parameters such as rotation speed and inclination angle meet the granulation requirements; supporting equipment needs to be precisely matched. The pre-treatment stage should include fertilizer crushers and screening machines to ensure the particle size of the raw materials. After granulation, dryers and coolers should be connected to optimize particle quality, and dust collection devices should be installed.
Site Layout and Installation: The site needs to accommodate sufficient spacing and operating space for the equipment. The ground should be treated with anti-slip and anti-corrosion coatings, and areas for raw material and finished product storage should be reserved; during installation, ensure the equipment’s levelness and sealing, especially the transmission system of the rotary drum granulator, to avoid vibration or leakage problems during operation. Also, rationally plan the pipeline layout to improve production efficiency.
Commissioning and Operation: First, conduct a no-load test run to check the stability of the equipment; then conduct a load test, optimizing the granulation effect by adjusting parameters such as raw material moisture and drum rotation speed. During the test run, record key data to establish a standardized production process and ensure stable mass production.
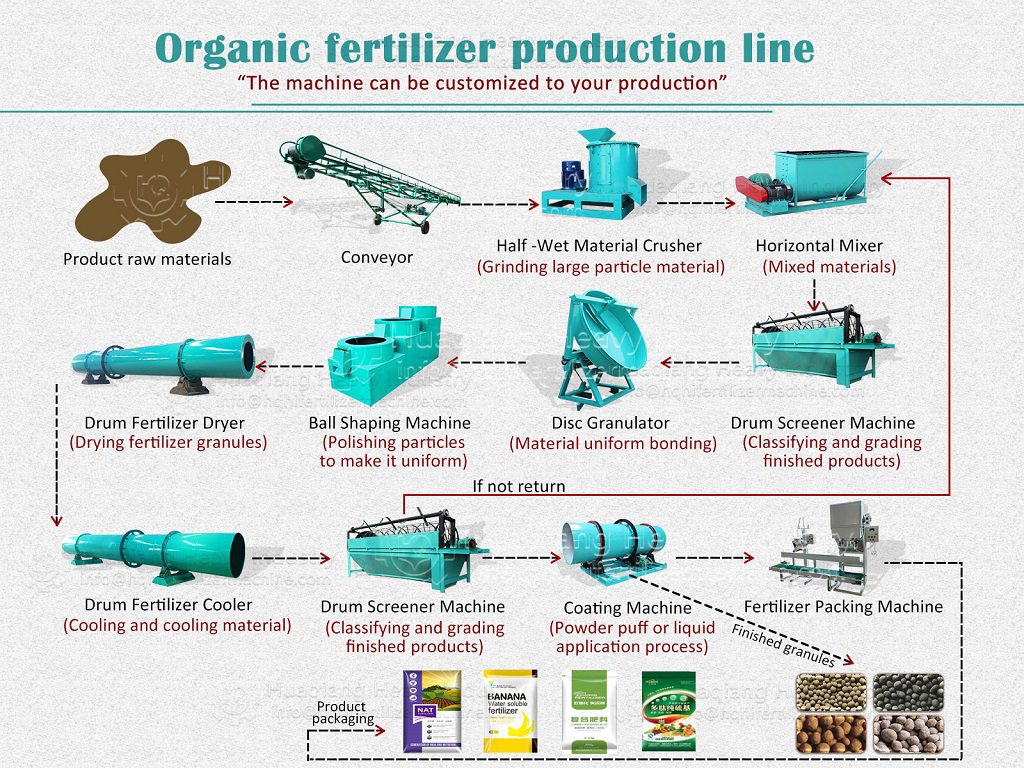
A high-efficiency, stable organic fertilizer production line begins with the meticulous pretreatment of raw materials. While the crushing stage is at the forefront of the entire organic fertilizer production equipment system, it fundamentally determines the quality of subsequent fermentation and the finished product.
Among these processes, the half-wet material crusher demonstrates a unique advantage in handling high-moisture raw materials. It effectively crushes sticky and moist materials such as fresh poultry and livestock manure, kitchen waste, and straw, solving the pain points of traditional crushers, such as easy clogging and low efficiency. Its special anti-stick design ensures that even high-moisture materials can be smoothly broken up, creating ideal physical conditions for subsequent uniform fermentation and rapid decomposition. This is a key link in improving the adaptability of raw materials in modern organic fertilizer production lines.
From the “coarse crushing” of raw waste by the half-wet material crusher to the “fine crushing” of fermented materials by the fertilizer crusher, these two types of equipment form a highly efficient pretreatment combination at the forefront of the organic fertilizer production line. Together, they transform raw materials of varying shapes and moisture levels into materials of uniform specifications that are easy to process, ensuring the smooth operation of the entire production line and the stable quality of the final product.
Therefore, when constructing a complete organic fertilizer production equipment system, paying attention to the crushing process and investing in specialized equipment are indispensable steps to achieve the resource utilization, large-scale, and high-value utilization of organic waste.
In bio-organic fertilizer production lines, crushing hard materials such as straw clumps and dead branches is a common challenge. This can easily lead to jamming and blade wear in the core bio-organic fertilizer equipment (bio-organic fertilizer crusher), and also affect the operation of the entire production line. Efficiently processing hard materials with this equipment requires key adaptation techniques and risk avoidance strategies, balancing efficiency and equipment protection.
Technique 1: Raw material pre-treatment. First, remove impurities such as metal and stones to avoid damaging the blades; cut large pieces of material to less than 10 centimeters to reduce equipment load. Select blades according to material hardness; use wear-resistant alloy blades for high-hardness materials, and pre-soften coarse fibrous materials to ensure material compatibility with subsequent production line processes.
Technique 2: Precise equipment parameter matching. Do not use conventional parameters; slightly reduce the speed for high-hardness materials to maintain torque, and slightly increase the speed for coarse fibrous materials to facilitate secondary crushing; ensure uniform feeding to avoid overload and jamming, and ensure that the crushed material meets the requirements of subsequent processes in the production line.
Troubleshooting Guide: Immediately stop the machine and check for any abnormal noises or vibrations during operation; after operation, clean the remaining material in the chamber, check the blades and screens, and perform timely maintenance and lubrication. Scientific operation will allow the bio-organic fertilizer equipment to stably serve the production line, extend its service life, and ensure efficient and smooth production.
DAP (diammonium phosphate) and MAP (monoammonium phosphate) compound fertilizers, due to their high phosphorus content, have stringent granulation requirements. Using an NPK fertilizer production line for granulation requires careful adaptation and control throughout the entire process, focusing on raw material characteristics while balancing granule quality and equipment wear to achieve stable production.
Pre-treatment before granulation is fundamental. DAP/MAP raw materials must be crushed to 80-100 mesh, with moisture content controlled at 8%-12%; nitrogen, potassium, and other auxiliary materials are precisely measured according to the formula and fed into the fertilizer mixer machine of the NPK production line along with the DAP/MAP raw materials for thorough mixing. The mixing speed must be strictly controlled to prevent frictional heat from causing nutrient decomposition, laying the foundation for a uniform material.
Equipment adaptation and parameter adjustment during granulation are crucial. The rotary drum granulator or flat die pelleting machine of the NPK production line should be prioritized: for rotary drum granulation, adjust the inclination angle to 3°-5°and the rotation speed to 20-30 r/min, and precisely control the moisture content to 15%-18% through spraying; for flat die granulation, adjust the die hole diameter and roller pressure to match the raw material viscosity. Additionally, DAP requires a slight increase in ammoniation to maintain strength, while MAP requires strict control of the conditioning liquid to prevent moisture absorption.
Post-granulation quality verification is essential. The granules must be dried promptly (temperature 80-100℃) and screened to ensure the finished product has a moisture content of ≤2% and a particle size of 2-4.75mm; unqualified granules are returned to the fertilizer mixer machine for reprocessing. Granule strength and nutrient uniformity are monitored throughout the process, and equipment parameters are fine-tuned to ensure consistent quality.
In material handling processes across numerous industries, including mining, building materials processing, chemical purification, food grading, and agricultural screening, precise and efficient screening is crucial for ensuring product quality and improving production efficiency. The drum vibrating screen, a high-efficiency screening device integrating the advantages of both drum screens and vibrating screens, breaks through the performance limitations of single screening equipment with its unique “drum rotation + vibration” dual-drive mode. It has become the preferred equipment for large-scale material screening in various industries, providing a reliable solution for the precise grading of materials of different particle sizes.
The stable and efficient operation of the drum vibrating screen stems from its scientifically designed structure, where core components work together to form a complete screening system. The drum body, the core of the equipment, consists of a screen, a support frame, and a drum shell. The screen aperture can be precisely customized according to specific screening needs, which is the foundation for separating materials of different particle sizes. The vibration device is key to improving screening efficiency. It typically consists of a motor, eccentric blocks, or vibration springs. By generating stable vibrations, it ensures uniform material distribution within the drum, preventing localized accumulation that could lead to insufficient screening. The drive unit, consisting of a motor and reducer, powers the drum’s rotation and precisely controls its speed to adapt to the screening rhythm of different materials. The support system, employing a combination of a support frame and bearings, stably supports the drum while reducing frictional losses during operation, ensuring smooth equipment operation. The inlet and outlet form an orderly material flow channel, with the outlet designed according to particle size classification to ensure accurate discharge of materials of different specifications. Furthermore, the sealing device effectively prevents dust leakage during screening, maintaining a clean working environment and meeting the requirements of modern green industrial production.
The core advantage of the drum vibrating screen stems from its unique working principle, achieving efficient screening through the synergistic effect of rotation and vibration. When material enters the drum through the inlet, the drive unit drives the drum to rotate at a uniform speed, while the vibrating device simultaneously generates vibration. Under the combined action of rotational and vibrational forces, the material continuously tumbles and spreads within the drum, ensuring full contact with the screen mesh. At this point, fine particles smaller than the screen mesh size pass smoothly through the mesh, completing the initial screening; while coarse particles larger than the mesh size move forward along the inner wall of the drum under the propulsion of rotation and vibration, eventually being discharged from the corresponding coarse material outlet. This dual-drive mode not only makes material screening more thorough but also significantly improves processing efficiency, meeting the continuous operation needs of large-scale production and avoiding the drawbacks of traditional single screening equipment, such as small processing capacity and low efficiency.
The unique structure and working principle endow the drum vibrating screen with many significant features, making it widely adaptable to various industries. High-efficiency screening is its core competitiveness; the dual action of rotation and vibration greatly improves screening efficiency while providing a large processing capacity, adapting to continuous production rhythms. Its application range is extremely wide, achieving stable screening of dry ore particles, building material raw materials, as well as food raw materials and agricultural waste with high moisture and viscosity, demonstrating good adaptability to material moisture and viscosity. The equipment structure is relatively simple, with a reasonable layout of core components, convenient subsequent maintenance, and strong operational stability, effectively reducing the company’s operation and maintenance costs. Furthermore, the equipment boasts excellent adjustability. By changing the screen mesh with different apertures or adjusting the vibration frequency, it can quickly adapt to the screening needs of different materials, offering exceptional flexibility. Simultaneously, the drum and screen are made of wear-resistant materials, ensuring a long service life and further reducing operating costs.
From ore grading in mines to aggregate screening in building material plants, from raw material purification in food factories to seed sorting in farms, the drum vibrating screen, with its core advantages of high efficiency, stability, and flexibility, provides strong support for screening operations across various industries. Against the backdrop of industrial production transitioning towards higher efficiency and greener practices, this equipment, integrating the advantages of dual-effect screening, not only improves enterprise production efficiency but also aligns with the development trend of environmentally friendly production, becoming an important piece of equipment driving the upgrading of material handling across various industries.
A Critical Quality Control Unit in Fertilizer Production
The drum vibrating screen exemplifies the critical role of precise material classification in industrial processes. In the fertilizer manufacturing industry, this type of efficient screening equipment is an indispensable component of professional fertilizer manufacturing equipment, ensuring the uniformity and quality of the final product.
Within a complete npk fertilizer production line, a screening machine is typically integrated at multiple stages of the npk fertilizer production process. For instance, after raw materials are precisely blended by an npk blending machine or npk bulk blending machine, screening may be used to ensure uniformity before granulation. Following granulation—whether using a disc granulation production line with a disc granulator for shaping or a roller press granulator production line—the hot, shaped granules are screened to separate on-spec product from undersized or oversized particles for recycling. This screening step is equally vital in an organic fertilizer production line, which begins with raw material processing using a windrow composting machine. The high-efficiency screening ensures that only granules of the correct size are packaged, directly impacting the marketability and performance of both standard NPK and specialized bio organic fertilizer production line outputs.Thus, the screening machine acts as a crucial quality gate, working in concert with blenders, granulators, and dryers to produce the consistent, high-quality fertilizer that modern agriculture requires.
With the rapid development of ecological agriculture, the market demand for organic fertilizers continues to rise, and the corresponding production methods are also becoming increasingly diversified. Based on differences in fermentation methods and production scale, the current mainstream organic fertilizer production methods mainly include the windrow composting method, the fermentation tank method, and the Bokashi method. Each method has its own focus in terms of process design, equipment requirements, and applicable scenarios, respectively adapting to large-scale commercial production, precise customized production, and small-scale home/garden planting needs, collectively promoting the resource utilization of agricultural waste.
The windrow composting method is the mainstream choice for large-scale aerobic composting and is widely used in large organic fertilizer production enterprises, especially suitable for processing large quantities of agricultural waste such as crop straw and livestock manure from large-scale farms. The core advantage of this method lies in its strong large-scale processing capacity. Through dedicated windrow turning equipment (such as crawler-type windrow turners and trough-type windrow turners), automated turning of tens of thousands of tons of compost piles can be achieved, significantly improving labor efficiency and precisely controlling the aeration and temperature distribution of the compost pile. In the production process, the compost pile is usually stacked in windrows, with a height of 1.5-2 meters and a width of 3-5 meters. The windrow turner regularly turns the pile to maintain a stable temperature of 50-60℃, ensuring the killing of pathogens and the complete decomposition of organic matter. In addition, the equipment investment of the windrow composting method is relatively controllable, and the production process is mature, making it suitable for producing general-purpose organic fertilizers. The products are mainly supplied to large-scale planting bases and grain-producing areas, effectively reducing the reliance of large-scale agricultural production on chemical fertilizers and solving the problem of disposing of large quantities of agricultural waste. However, this method is subject to significant site limitations, requiring sufficient composting space, and the fermentation cycle is relatively long, usually requiring 25-35 days.
The fermentation tank method uses closed tank equipment as its core and is suitable for aerobic or anaerobic fermentation production requiring a highly controlled fermentation environment, especially widely used in the production of liquid organic fertilizers, such as amino acid liquid fertilizers and humic acid liquid fertilizers. The greatest advantage of this method lies in the precise and controllable fermentation process. The sealed tank effectively isolates the process from external environmental interference. Through an intelligent control system, parameters such as temperature, oxygen content, and pH value are adjusted in real time, ensuring that microorganisms remain in their optimal metabolic state. This results in a fermentation efficiency increase of over 30% compared to traditional methods. In anaerobic fermentation mode, the fermentation tank can efficiently process high-concentration organic wastewater and livestock manure, producing organic fertilizer while simultaneously recovering biogas, achieving a dual output of energy and fertilizer. The aerobic fermentation mode can be used to produce high-quality powdered organic fertilizer. By precisely controlling the carbon-nitrogen ratio and fermentation time, the organic matter content and nutritional stability of the product are improved. The fermentation tank method is suitable for small and medium-sized fine fertilizer production enterprises. The products are mostly customized formulations, supplied to facilities such as greenhouse agriculture and fruit and vegetable planting bases that have high requirements for fertilizer quality. However, the initial investment in equipment is high, and the technical requirements for operators are also more stringent.
The Bokashi method is a small-scale anaerobic fermentation composting method. With its advantages of simple operation and short fermentation cycle, it has become an ideal choice for home gardening, backyard vegetable gardens, and small farmers. This method uses specific functional microorganisms (such as EM bacteria) as the core. Kitchen waste, household plant residues, and a small amount of animal manure are mixed with molasses and EM bacterial agents and placed in a sealed container for anaerobic fermentation. Composting is completed in only 7-15 days, shortening the composting cycle by more than half compared to traditional methods. The fermentation products of the Bokashi method are divided into solid fertilizer and fermentation liquid. The solid fertilizer can be directly applied to the soil or used as a seedling substrate, and the fermentation liquid can be diluted and sprayed as a foliar fertilizer, achieving full resource utilization. In addition, this method does not require large equipment, has a low operating threshold, and can effectively treat household organic waste, reducing the amount of household waste, thus possessing both economic value and environmental significance. However, the Bokashi method has a small processing scale and is not suitable for large-scale commercial production. Furthermore, strict control of sealing conditions is required during the fermentation process; improper sealing can easily lead to fermentation failure and produce unpleasant odors. The differentiated development of different production methods allows organic fertilizer production to adapt to different needs, providing diversified technical support for green agricultural development.
From Fermentation to Finished Product: The Industrial Pathway
The diverse composting methods—windrow, tank, and Bokashi—each serve as the starting point for transforming organic waste into valuable amendments. To scale these processes for commercial markets, the compost produced must be integrated into a formal organic fertilizer manufacturing system, which standardizes and enhances the final product.
For large-scale operations utilizing windrow composting, the mature compost is processed through a complete organic fertilizer production line. The initial stage relies on advanced fermentation composting turning technology, often using equipment like a chain compost turning machine. To create a market-ready product, this compost undergoes organic fertilizer production granulation. Producers can choose specialized systems like an organic fertilizer disc granulation production line for uniform pellets or a more flexible organic fertilizer combined granulation production line. If microbial inoculants are added, this entire system becomes a sophisticated bio organic fertilizer production line, ensuring the survival and efficacy of beneficial microbes in the final product. This integration bridges the gap between raw composting and commercial-grade fertilizer.Ultimately, the choice of initial composting method defines the feedstock, while the subsequent industrial processing line defines the quality, consistency, and scalability of the fertilizer that reaches the farmer, enabling sustainable practices at every scale.
The core competitiveness of NPK compound fertilizers lies in the precise proportioning and uniform distribution of nitrogen, phosphorus, and potassium nutrients. This advantage is achieved through the synergistic operation of the fertilizer mixer and NPK fertilizer granulator in the NPK fertilizer production line. These two pieces of equipment respectively undertake the core tasks of uniform nutrient mixing and precise shaping and solidification, jointly ensuring the efficacy and quality of the finished fertilizer.
The fertilizer mixer machine is the “first line of defense” for nutrient balance. The pre-treated nitrogen, phosphorus, and potassium raw materials, fillers, and enhancers must first be efficiently mixed to break down particle aggregation, ensuring full nutrient integration and controllable nutrient deviation in the mixed materials.
The NPK fertilizer granulator undertakes the critical mission of “nutrient solidification and shaping.” After the uniformly mixed materials are fed into the NPK fertilizer granulator, the equipment transforms the loose materials into granular form through wet rolling or dry extrusion. Based on the characteristics of the NPK raw materials, the granulator can precisely control the particle size and strength, firmly locking the nutrients inside the granules and preventing nutrient stratification and loss during transportation and storage.
In the NPK fertilizer production line, the synergistic connection between the fertilizer mixer and the NPK fertilizer granulator forms the core link of “precise mixing – stable shaping.” The former ensures nutrient uniformity, and the latter ensures product stability. Together, they enable NPK compound fertilizers to meet the nutrient needs of different crops and adapt to the efficient application requirements of large-scale agricultural production.
In August 2024, four flat die pelleting production lines, custom-designed for a Qingdao client by Zhengzhou Huaqiang Heavy Industry Technology Co., Ltd., completed full-process installation and commissioning, successfully entering the large-scale production stage. This production line focuses on the high-efficiency granulation needs of organic fertilizers and compound fertilizers, integrating core processes such as crushing, mixing, granulation, drying, coating, and screening. With multi-equipment collaboration, highly automated configuration, and stable operating performance, it has become a benchmark project for high-end flat die pelleting machine equipment applications in China, providing local fertilizer production enterprises with a one-stop mass production solution.
Production Line Full-Process Configuration and Process Analysis
The entire production line follows a closed-loop design of “raw material pretreatment – precision granulation – post-processing and finishing – finished product output.” The equipment layout is scientific, the connections are smooth, and the functions of each unit are complementary, fully ensuring production efficiency and product quality.
Raw Material Pretreatment Unit: Laying the Foundation for Uniform Granulation
Raw Material Feeding and Crushing: The production line starts with a loader-loaded hopper, adapting to the rapid feeding requirements of bulk raw materials. The feed inlet features a spill-proof design to reduce raw material loss. Raw materials are conveyed via a 7-meter belt conveyor to a 60×50 type double-stage crusher. This equipment adopts a “coarse crushing + fine crushing” double-stage crushing structure. The cutter disc is made of high-strength alloy material, which can crush large raw materials (particle size ≤100mm) into uniform particles ≤3mm, with a crushing efficiency of 5 tons/hour, meeting the stringent requirements for raw material fineness in subsequent granulation.
Precision Mixing Process: The crushed raw materials are transferred via a 7-meter belt conveyor to a 50 type twin-shaft mixer. The equipment adopts an anti-rotating blade design with a wear-resistant coating on the blade surface. During the mixing process, the material forms strong convection and shearing action, ensuring uniform mixing of main raw materials such as nitrogen, phosphorus, and potassium with trace elements, with a mixing uniformity error ≤2%. The mixer is equipped with a variable frequency speed control system, which can adjust the mixing speed (15-30 r/min) according to the characteristics of the raw materials. It also supports automatic feeding and unloading control to ensure continuous production.
Core Granulation Unit: 4 Main Units Operating in Parallel for Enhanced Efficiency
The mixed material is conveyed via a 12-meter belt conveyor to a 2200-type disc feeder. This feeder uses variable frequency speed control and automatic material level control technology to precisely regulate the feed rate, ensuring uniform feeding of the four 50-type flat die pelleting machines and avoiding fluctuations in granulation quality due to uneven feeding.
The parallel operation of the four flat die pelleting machines is the core highlight of the entire production line. Each unit has an hourly output of 1.5 tons, and the combined operation achieves the designed total capacity of 6 tons/hour. The granulator adopts a high-strength flat die design, with die hole diameters customizable according to customer needs (3-8mm). The pressure rollers are made of wear-resistant rubber and metal composite material, and the pressure is precisely controlled (8-12MPa) through a hydraulic pressurization system, ensuring a stable material forming rate of over 90% and a particle strength of 2.5MPa, making it less prone to pulverization. The equipment operates at a noise level below 75dB and is equipped with an automatic die cleaning device, effectively reducing die hole clogging and extending continuous operating time.
Post-processing and finishing unit: Improving product quality and stability
Drying and cooling stage: The wet granules after granulation are transferred to a 1.5x15m dryer via 4m and 12m belt conveyors. The equipment adopts a hot air circulation heating design, with a No. 26 hot air furnace providing a stable heat source. The drying temperature can be precisely controlled within the range of 60-120℃, reducing the particle moisture content from 30% to below 12%, with a drying efficiency of 8 tons/hour. After drying, the granules are conveyed via 5-meter and 6-meter belt conveyors to a 1.2×12-meter cooler. A counter-current cooling process is used, with the cooling time controlled within 15 minutes, rapidly reducing the granule temperature to room temperature (±5℃), effectively improving granule hardness and storage stability.
Coating and Sieving Optimization: The cooled granules are then conveyed via a 5.5-meter bucket elevator to a 130-type spiral duster. After pre-treatment to prevent moisture absorption and agglomeration, they enter a 1.2×6.0-meter coating machine. The coating machine uses a roller design and atomized spraying technology to evenly adhere the coating agent to the granule surface, forming a dense protective film, improving the slow-release effect of fertilizer nutrients and extending shelf life. The coated granules are transferred by bucket elevator to a 1.5×6.0 meter drum screen for grading and screening. Qualified granules (3-8mm in diameter) enter the finished product silo, while unqualified granules are returned to the crusher for reprocessing via 7-meter and 6-meter return conveyors, achieving a material utilization rate of 98%.
Environmental Protection and Finished Product Output Unit: Green Production + High-Efficiency Shipping
Environmental Protection System Configuration: The production line is equipped with dust collection chambers for the dryer and cooler, combined with 6C and 5C induced draft fans to form a negative pressure dust collection system. This system centrally collects and treats dust generated during production, achieving a dust emission concentration ≤10mg/m³, meeting national environmental standards. The chimney and water tank are linked for water washing and purification of the hot air furnace exhaust gas, reducing pollutant emissions and achieving green production.
Finished Product Packaging and Storage: After qualified finished products are stored in the finished product warehouse, they are quantitatively packaged by an automatic packaging scale. The equipment supports switching between multiple specifications such as 25kg and 50kg, with a measurement error of ≤±0.2kg and a packaging speed of up to 100 bags/hour, meeting the needs of large-scale shipments. The packaged finished products are directly transferred to the stacking area via conveyor belt, with fully automated operation reducing manual intervention.
Core Advantages and Adaptability of the Production Line
High-Efficiency Mass Production Capacity: Four flat die pelleting machines operate in parallel + a fully automated design, significantly improving production efficiency. The capacity is three times higher than a traditional single-unit granulation production line, meeting the customer’s daily production demand of 120 tons.
Stable, Reliable, and Durable: Key equipment (crusher, granulator, dryer) and their core components adopt standardized and wear-resistant designs. Wear parts are highly interchangeable, and the overall equipment operating rate reaches over 95%, reducing subsequent maintenance costs.
Highly adaptable: Supports granulation of various materials such as organic fertilizer, compound fertilizer, and bio-organic fertilizer. Die diameter, coating formula, and packaging specifications can all be flexibly adjusted to meet the personalized production needs of different customers.
The successful commissioning of four flat die pelleting machine production lines in Qingdao fully demonstrates Huaqiang Heavy Industry’s professional strength in granulation equipment R&D and production line integration design. In the future, the company will continue to focus on market demand, optimize equipment performance and process solutions, and provide more domestic and international customers with efficient, stable, and environmentally friendly customized granulation production line solutions, contributing to the high-quality development of the agricultural industry.
Integrating Granulation Options into a Complete Production Ecosystem
This Qingdao project highlights the effective application of a high-capacity flat die pelleting machine system, demonstrating its role as a key fertilizer processing machine for specific material types and production scales. It represents one successful pathway within the diverse field of fertilizer granulation technology.
The flat die pelleting production line serves a specific niche, particularly well-suited for organic materials. For producers requiring a different approach, alternative technologies are available within the broader npk manufacturing process. For instance, a roller press granulator production line utilizes a fertilizer compaction machine (or fertilizer compactor) to perform fertilizer granules compaction via dry pressure. Conversely, a rotary drum granulator employs a wet agglomeration process. These choices complement other essential equipment, such as a windrow composting machine for producing the raw organic feedstock. Each piece of equipment represents a specialized solution, allowing manufacturers to select the optimal combination of fertilizer granulation technology based on their raw material properties, desired product form, and economic considerations.Ultimately, the success of a fertilizer production operation lies in matching the right granulation technology—whether flat die, roller press, or rotary drum—to the specific characteristics of the input materials and the requirements of the target market.
We warmly welcome people from all walks of life to visit, guide, and discuss business with us, and work together to create a new future for green agricultural development!

.jpg)
.jpg)