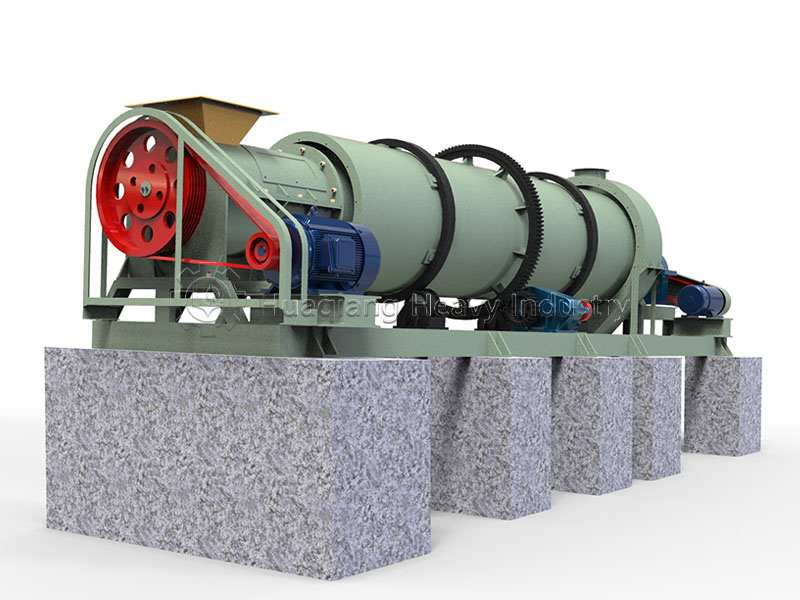
In the core process of organic fertilizer production, the rotary drum granulator, with its unique working principle, is transforming cow dung from waste into high-quality granular fertilizer. This equipment, perfectly suited to the needs of ecological agriculture, unlocks a new path for the resource utilization of cow dung through a simple and efficient process.
First, the fermented cow dung needs to be pulverized into a uniform powder. Then, a small amount of binder and nutrient additives are mixed in a specific ratio to ensure granule formation and nutrient balance. When the mixture enters the tilted rotary drum, the centrifugal force and friction generated by the uniform rotation cause the material to tumble and agglomerate within the drum, gradually forming round and uniform granules. The entire process requires no complex chemical treatment, relying entirely on physical processes to achieve the desired shape. This preserves the organic matter and beneficial bacteria in the cow dung while avoiding secondary pollution.

The advantages of the rotary drum granulator are significant. Its large-capacity drum design is suitable for large-scale production, resulting in higher efficiency for continuous operation. It produces high-quality pellets with moderate strength, facilitating storage and transportation while preventing clumping. Furthermore, the equipment is highly adaptable to various materials, flexibly handling cow manure raw materials with different moisture levels and proportions, thus lowering the production threshold.
From an environmental burden on livestock farms to “fertile gold” for nourishing crops, the rotary drum granulator maximizes the value of cow manure. This process of transforming waste into green fertilizer not only helps solve livestock pollution problems but also injects momentum into the circular economy of agriculture.