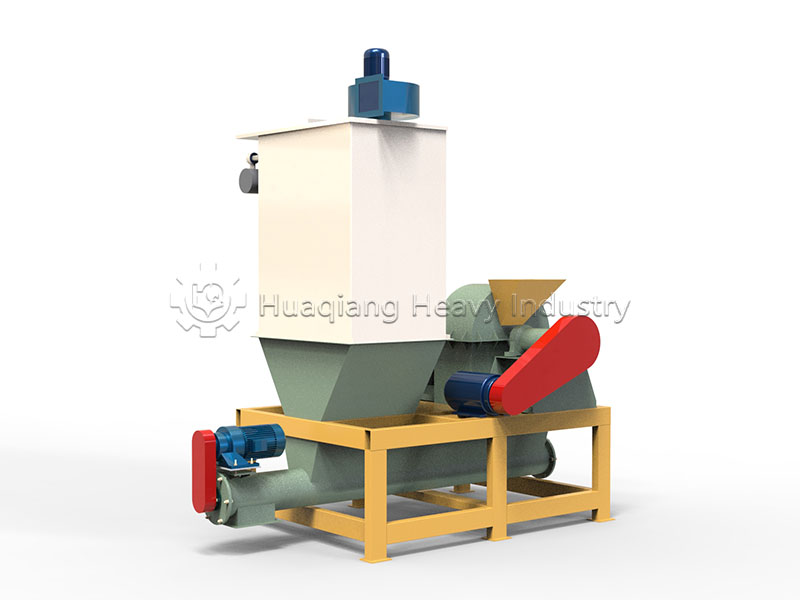
Organic fertilizer production lines require flexible design based on the scale of the farming entities. Given the dispersed nature of smallholder farming, small-scale organic fertilizer production lines must offer the advantages of low investment, ease of operation, and portability. For example, modular equipment combinations can be used, with a single line’s daily production capacity limited to 10-50 tons. These lines also support on-site assembly and commissioning, adapting to smallholder farmers’ space and funding needs. Operational processes are streamlined, and one-click control systems lower the technical barriers to entry. Some small-scale lines also feature mobile crushing units, allowing for direct processing of straw in the field.
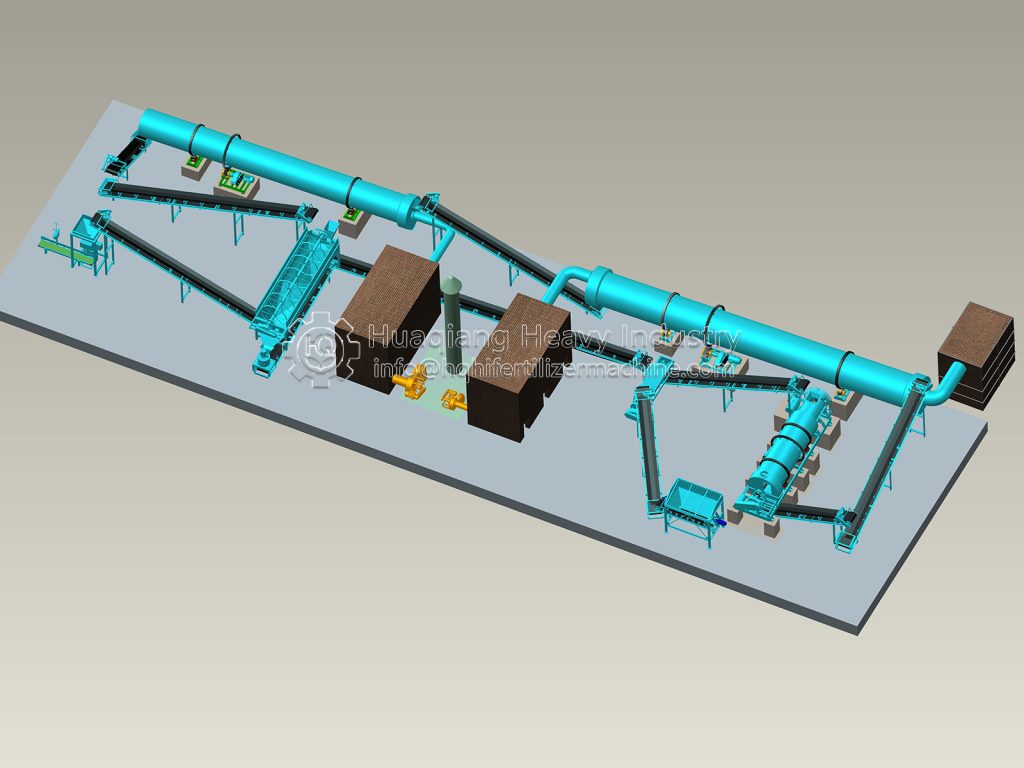
Large-scale farming (such as 10,000-acre orchards or contiguous farmlands) requires continuous production lines equipped with automated batching, intelligent fermentation monitoring, and large-scale cooling and screening systems to achieve 24/7 uninterrupted production, with daily production capacity reaching hundreds of tons. These lines also require supporting raw material warehousing and a cold chain for finished products to meet the continuous demands of large-scale fertilization.
In addition, to meet the “customized small batch” needs of small farmers, the organic fertilizer production line needs to support rapid switching between multiple recipes, while large-scale production lines focus on “standardized large batches” and ensure that the quality error of each batch of products does not exceed 5% through stable process parameters. This differentiated design enables the organic fertilizer production line to meet the needs of different planting entities.