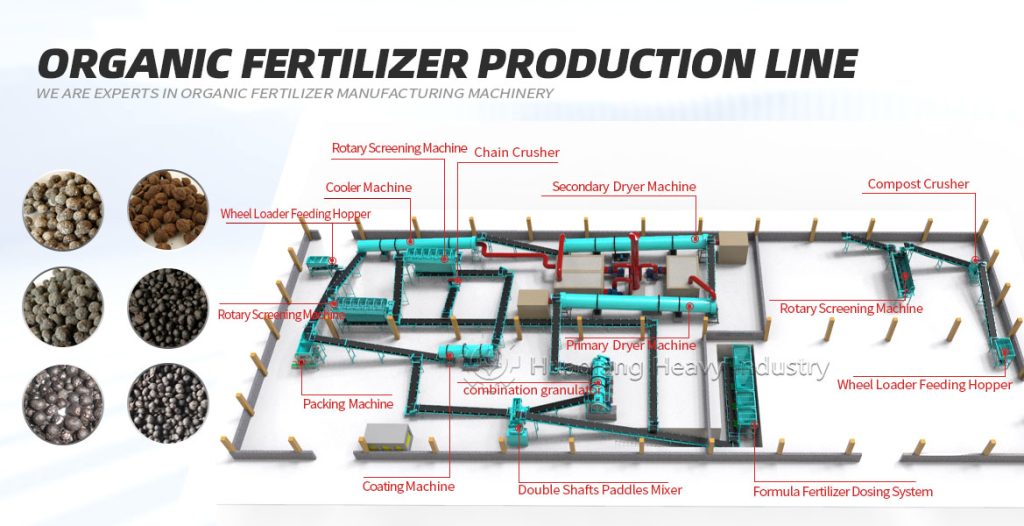
In organic fertilizer production equipment, the disc granulator is the core granulation equipment, and its granulation effect directly determines the quality and production efficiency of organic fertilizer granules. Optimization focuses on matching the characteristics of the organic fertilizer raw materials, and solving problems such as clumping and uneven particle size through precise control of raw materials, equipment parameters, and operational details, thus contributing to the efficient operation of organic fertilizer production equipment.
Optimizing raw material pretreatment is fundamental. Crush the fermented organic fertilizer to 60-80 mesh and remove impurities to prevent clogging; control the moisture content at 25%-35%, as both excessive dryness and wetness affect molding. Wood ash can be added to adjust viscosity, laying a solid foundation for efficient granulation by the organic fertilizer production equipment.

Equipment parameter adjustment is crucial. Adjust the disc inclination angle to 35°-45° and the rotation speed to 20-30 r/min to match the fluidity of the raw materials; maintain uniform feeding to avoid accumulation, ensuring stable operation of the organic fertilizer disc granulator and improving particle compactness.
Detail optimization can improve quality and efficiency. During granulation, evenly spray water or a binder to enhance particle strength; regularly clean the inner wall of the disc to prevent adhesion; and recycle unqualified granules to reduce losses, meeting the needs of large-scale organic fertilizer production equipment.
In summary, optimizing the granulation process requires considering both raw material characteristics and equipment compatibility. Through pretreatment, parameter adjustment, and meticulous control of details, the molding rate and quality of organic fertilizer granules can be significantly improved, production losses can be reduced, and the process can be adapted to the processing needs of large-scale organic fertilizer production lines.