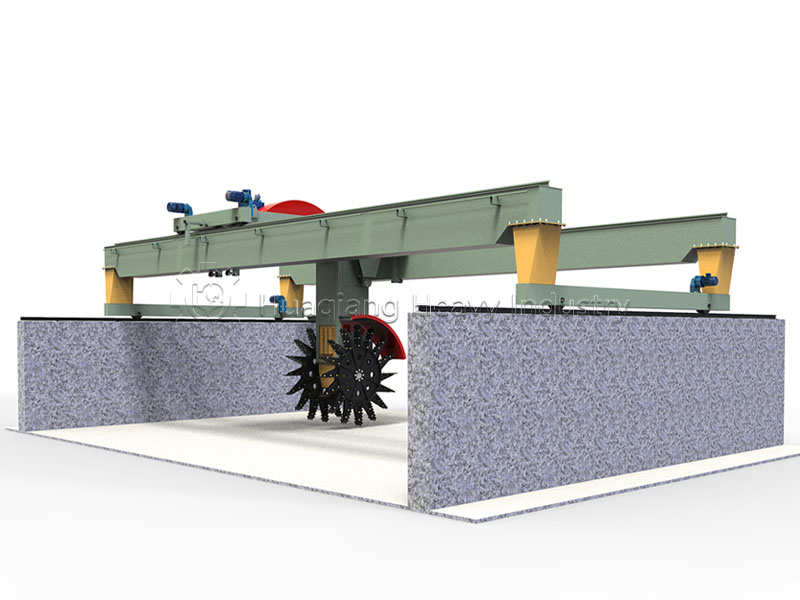
Open-air composting is greatly affected by terrain, space, and the natural environment, requiring higher demands on the passability, flexibility, and stability of composting equipment. Windrow compost turning machines, with their unique advantages for open-air environments, have become the preferred equipment for open-air composting compared to other types of windrow turners.
The tracked design is adapted to complex open-air terrain, offering excellent passability. Open-air sites often have uneven ground, soft soil, or residual debris. Windrow compost turning machines have a large ground contact area and low ground pressure, preventing them from getting stuck. They can operate smoothly in muddy conditions and overcome small obstacles, eliminating the need for pre-site leveling and significantly reducing initial preparation costs.

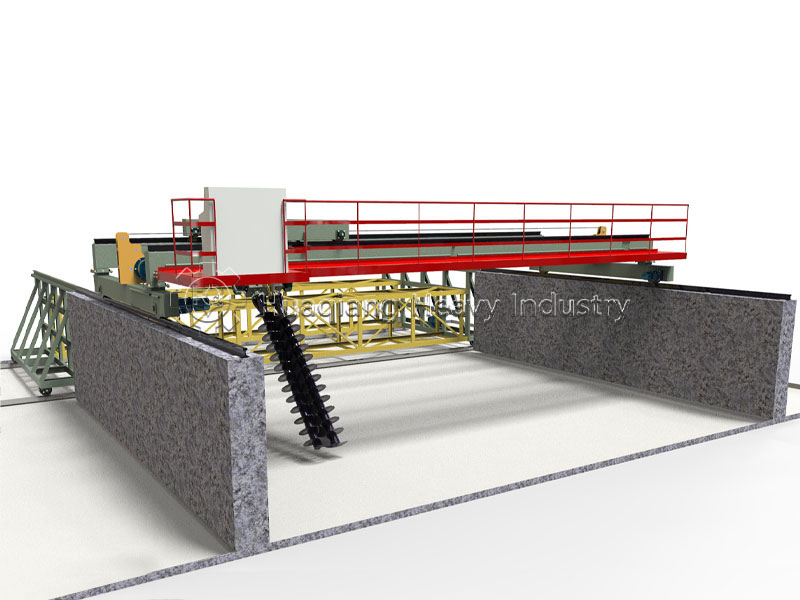
High operational flexibility adapts to diverse open-air compost piles. Open-air compost piles have no fixed size or shape. Windrow compost turning machines can flexibly adjust their operating angle and range, handling both large, continuous piles and scattered piles. Compared to wheeled equipment, they have no turning radius limitations, making full use of open-air space.
Strong resistance to environmental interference adapts to varying open-air conditions. Open-air operations are affected by wind and rain, causing compost piles to compact. Windrow compost turning machines have powerful engines that can efficiently break up compacted piles, ensuring proper aeration. Their robust design protects against sun and rain, ensuring high operational stability and reducing downtime, making them suitable for long-term open-air operations.
In summary, windrow compost turning machines precisely address the challenges of complex terrain, flexible space requirements, and variable environmental conditions in open-air composting, balancing operational efficiency and stability, making them the optimal organic fertilizer composting equipment for open-air applications.