In the fertilizer industry, raw materials used for different fertilizer types vary significantly. Organic fertilizers require the processing of straw and fermented livestock and poultry manure, while compound fertilizers often involve hard particles such as phosphate rock and potassium chloride. Chain crushers, with their versatile adaptability, can easily handle the crushing needs of these diverse raw materials.
For fibrous raw materials such as straw and rice husks, common in organic fertilizer production, the chain of a chain crusher uses high-speed impact to sever the fibers, eliminating the “fiber entanglement” problem common in traditional hammer mills. The resulting pulverized material is loose and easy to mix with other raw materials for fermentation. For cake-based raw materials (such as soybean meal and rapeseed meal), the chain’s shear force effectively breaks up lumps and produces uniform crushed particles, eliminating excess powder and reducing raw material waste.
Even for hard mineral raw materials used in compound fertilizer production, chain crushers with high-strength alloy chains can achieve crushing through continuous impact, and the equipment’s lining is made of wear-resistant material, extending its service life.
In addition, it has a higher tolerance for the moisture content of raw materials. Wet materials with a moisture content of about 20% can be directly crushed without additional drying, which greatly simplifies the organic fertilizer production process and reduces the company’s initial investment.
In the organic fertilizer industry, an efficiency revolution is quietly taking place. The new type stirring tooth-drum granulator works like a “master chef,” perfectly achieving both material mixing and granulation in one chamber, completely transforming the cumbersome traditional segmented production process.
In the organic fertilizer industry, a remarkable efficiency transformation is underway. The advanced rotary drum granulator operates like a precision “master chef,” seamlessly integrating material mixing and granulation within a single chamber. This innovation fundamentally reimagines traditional organic fertilizer production processes that previously required multiple separate stages.
This revolutionary fertilizer production machine eliminates the need for separate equipment for fertilizer granules compaction and granulation. Unlike conventional roller press granulator systems or fertilizer compaction machine setups that operate independently, this integrated organic fertilizer manufacturing machine streamlines the entire NPK manufacturing process.
The sophisticated fertilizer machine technology represents a significant leap forward for complete organic fertilizer production line operations. By combining multiple functions into one efficient system, manufacturers can now achieve superior granule quality while reducing energy consumption and operational complexity. This integrated approach to organic fertilizer production sets new standards for sustainability and manufacturing excellence in the fertilizer industry.
Working Principle: Fermented organic materials first receive a “full-body massage” from the mixing device to ensure uniform composition distribution; then the granulation mechanism works its “shaping magic,” transforming loose materials into regular granules through the perfect combination of mechanical force and material viscosity.
Three Breakthroughs in Efficiency
Eliminates material transfer, increasing productivity by 40%
50% smaller footprint, ideal for space-limited SMEs
30% energy reduction for greener production
The All-Rounder for Organic Fertilizer
This equipment is truly a “transformation expert” for organic waste:
Turns malodorous livestock manure into odorless granular fertilizer
Gives new life to crop straws and mushroom residues
Even transforms municipal sludge into valuable products
Comprehensive Application Scenarios
From large-scale fertilizer plants to self-use production on farms, the new type stirring tooth-drum granulator performs perfectly:
Large plants: Daily capacity up to 50 tons
Cooperatives: Ideal for medium-scale production
Farms: Self-produced, quality-controlled
Moreover, it’s an excellent assistant for producing bio-organic and organic-inorganic compound fertilizers, maintaining over 85% microbial activity during granulation to ensure functional components remain intact.
For organic fertilizer enterprises pursuing efficiency, energy savings, and intensive production, this new type stirring tooth-drum granulator represents not just an equipment upgrade, but an opportunity for production process innovation.
For fertilizer manufacturers, choosing the right chain crusher not only reduces production costs but also ensures stable production line operation. Many companies often make the mistake of focusing solely on throughput when selecting a grinder. First, consider compatibility with the raw material characteristics. If primarily processing lightweight fiber materials like straw and rice stalks, focus on the density and toughness of the equipment chain to prevent fiber entanglement. If crushing hard, cake-like materials like soybean meal and cottonseed meal, emphasize chain material strength to ensure impact resistance. Second, consider whether the processing capacity matches the production line. Calculate the equipment’s hourly throughput based on your daily production capacity, allowing for a 10%-15% margin to prevent overload due to feed rate fluctuations.
Finally, consider controllable crushing particle size. Different fertilizer products have different particle size requirements. For example, granular fertilizers require crushing to 2-5mm, while powdered fertilizers require finer particles. When selecting a chain crusher, confirm whether the equipment can adjust the particle size by adjusting the screen aperture and drum speed. Finally, consider energy consumption and environmental protection. Prioritize equipment that matches motor power and processing capacity to avoid energy waste caused by a “big horse pulling a small cart.” Also, focus on the chain crusher sealing performance to minimize dust spillage during the crushing process and meet environmental protection requirements in the fertilizer industry.
Organic fertilizer is an indispensable part of agricultural production, and every link of its production process is crucial. The correct use of organic fertilizer fermentation equipment can not only improve the quality and efficiency of fertilizers, but also ensure the safety and environmental protection of the production process. Here are a few key points to pay attention to when using organic fertilizer fermentation equipment:
Use of Uniform Feeder: In the production process of organic fertilizer, uniform feeding is an important link to ensure the quality of fermentation. By using a uniform feeder, the material can be ensured to enter the fermentation equipment continuously and evenly, avoiding the problem of incomplete or excessive fermentation caused by uneven feeding.
Selection and use of fertilizer mixer: mixer plays a role in the production of organic fertilizer. Horizontal Ribbon Mixer and Double Shafts Paddles Mixer are two common types of mixers that ensure an even mix of ingredients and improve fermentation efficiency. When using, pay attention to the mixing speed and time to avoid destroying the microbial activity in organic fertilizer.
Application of fertilizer Screening Machine: Organic fertilizer will produce materials of different particle sizes during fermentation. The Rotary Screening Machine or Vibration Screening Machine can effectively separate the fertilizer particles that meet the standard and improve the uniformity and quality of the final product.
Maintenance of Organic Fertilizer Production Line: Organic Fertilizer Production Line includes multiple links, such as raw material treatment, fermentation, drying, screening and packaging. Regular maintenance and inspection of all aspects of the equipment, such as Fertilizer Granules Compaction Machine, Flat-Die Pellet Machine, Rotary Drum Granulator, etc., can ensure the continuous and stable operation of the production line. Reduce the risk of failure.
Operation of Compost Turning Machine: compost turning machine, such as Windrow Compost Turning Machine, is the key equipment to improve the efficiency of compost fermentation. Proper operation can ensure the air permeability and temperature control inside the compost, promote the activity of microorganisms, and accelerate the decomposition of organic matter.
The rational use of fertilizer crusher: In the production process of organic fertilizer, the crushing of materials is an important step to improve the fermentation efficiency. Equipment such as Cage Crusher can crush large pieces of material into a suitable size for fermentation, but the crushing size should be adjusted to avoid excessive fine materials affecting the fermentation effect.
Environmental control: During the use of organic fertilizer fermentation equipment, the temperature, humidity and pH value of the fermentation environment need to be strictly controlled to ensure the activity of microorganisms and fermentation efficiency. At the same time, it is also necessary to pay attention to ventilation and stacking to avoid the accumulation of harmful gases.
Safe operation: When operating organic fertilizer fermentation equipment, the relevant safety procedures must be followed to ensure the safety of the operator. This includes properly wearing protective equipment, following instructions in the operating manual, and conducting regular safety training.
Through the strict implementation of these precautions, you can ensure the efficient, safe and environmentally friendly operation of organic fertilizer fermentation equipment, so as to produce high-quality organic fertilizer to meet the needs of modern agriculture.
NPK fertilizer production isn’t a fixed process; it’s a dynamic system deeply integrated with the agricultural production cycle. Two to three months before spring plowing, NPK fertilizer production lines should prioritize production of high-nitrogen formulas (such as 25-10-10) to meet the nutritional needs of seedling crops like wheat and corn. During this period, granulation production should be adjusted to increase daily production capacity by 30%, while also stockpiling raw materials to avoid supply interruptions during the peak spring plowing season.
During the summer fruit and vegetable bulking season, NPK fertilizer production lines must quickly switch to high-potassium formulas (such as 15-10-25). A modular silo design allows for formula conversion within four hours, and a low-temperature granulation process (controlled at 55-60°C) is used to minimize potassium loss.
After the autumn harvest, to meet soil maintenance needs during the fallow period, NPK fertilizer production lines will increase the proportion of slow-release NPK products containing humic acid. This requires extending the coating process and adjusting the nutrient release cycle from 30 days to 90 days.
This dynamic synergy requires the establishment of a “farming cycle-production plan” linkage mechanism. By analyzing historical planting data to predict demand, this ensures that fertilizer supply is precisely matched to crop nutrient absorption points, avoiding production capacity waste and ensuring agricultural production efficiency.
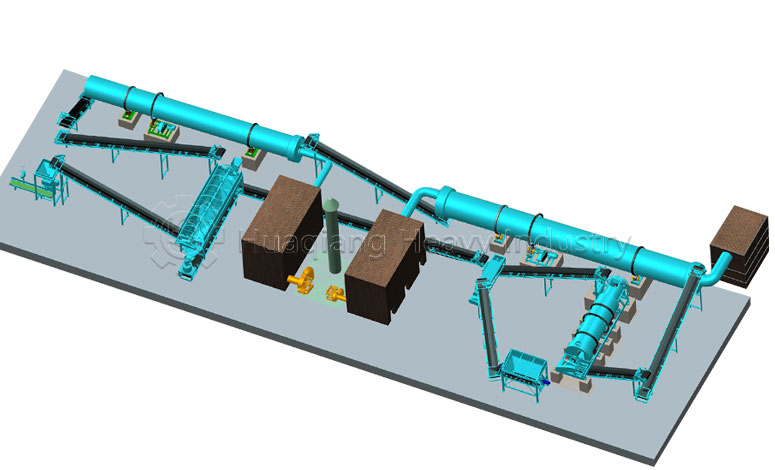
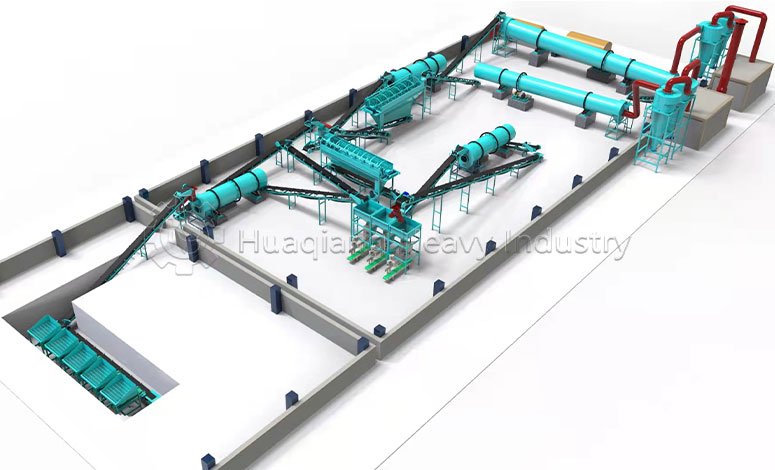
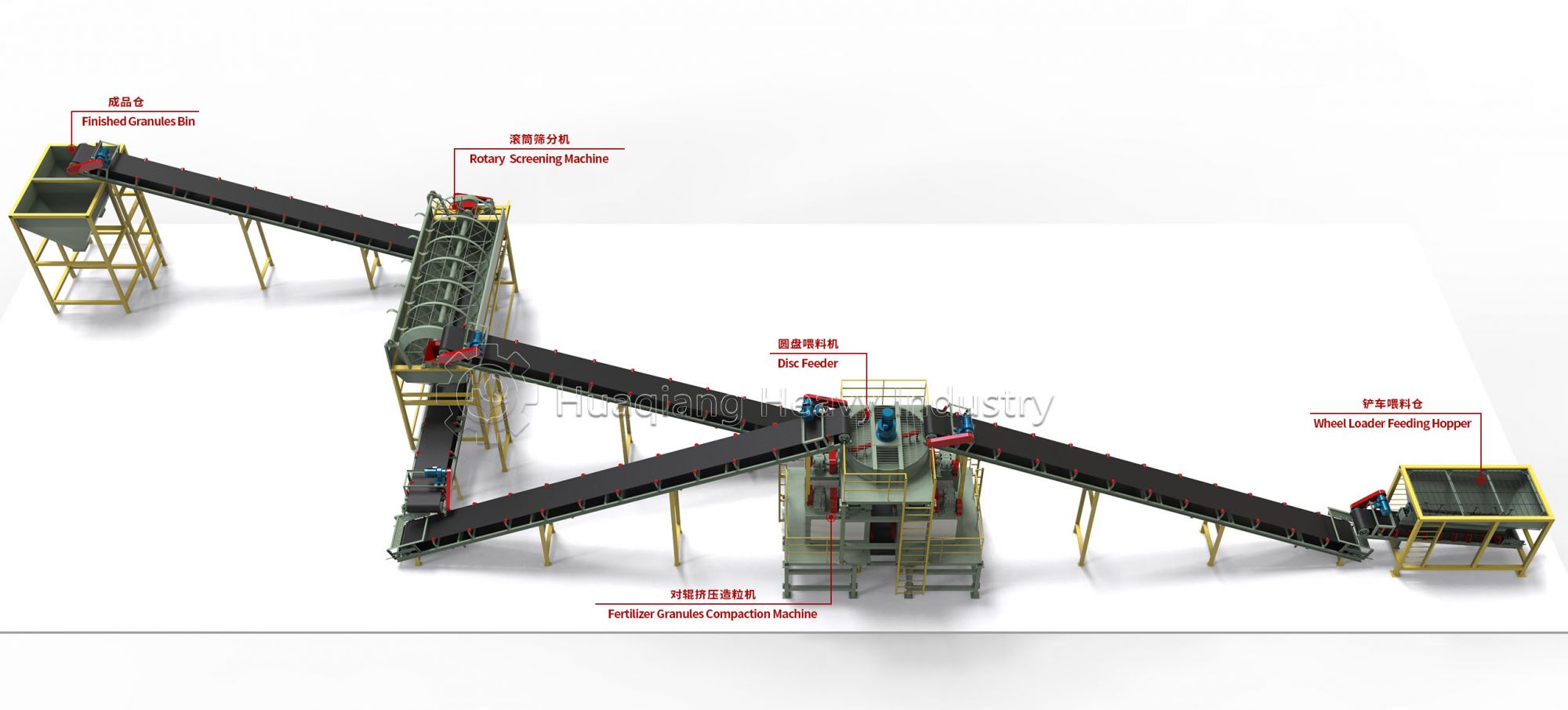
In the era of precision agriculture, the modern NPK fertilizer production line serves as a master nutritionist, expertly formulating the perfect blend of nitrogen, phosphorus, and potassium through sophisticated equipment like the precision NPK blending machine. This advanced manufacturing system works in harmony with the organic fertilizer production lineto create comprehensive nutrient solutions for modern farming. At the heart of both systems operates the versatilefertilizer granulator, particularly the efficient disc granulator, which transforms blended powders into uniform, easy-to-apply granules. The complete disc granulation production line ensures consistent particle size and nutrient distribution, revolutionizing agricultural productivity worldwide with exceptional performance and reliable operation that meets the exacting demands of precision agriculture.
Outstanding Performance: Perfect Fusion of Stability and Efficiency
Reliable Operation
With precision engineering and premium materials, the production line maintains exceptional stability during continuous operation, significantly reducing downtime and ensuring consistent output.
Easy Maintenance
Modular design and intelligent diagnostic systems simplify routine maintenance and troubleshooting, substantially lowering operational costs and technical barriers.
Superior Pelletizing Rate
Advanced granulation technology ensures uniform, robust fertilizer pellets, enhancing both product appearance and application effectiveness.
Particularly noteworthy is the production line’s excellence in biological agent incorporation. Through precise temperature control and mixing processes, it effectively preserves beneficial microorganism viability, providing reliable technical support for high-quality bio-organic compound fertilizer production.
Raw Material Versatility: The True “Adaptable” Expert
The production line’s strength lies in its remarkable material adaptability:
Processes various nitrogen sources including urea, ammonium sulfate, and ammonium chloride
Compatible with different grades of phosphate rock powder and potassium salts
Supports combination of organic and inorganic raw materials
Adapts to raw materials with varying moisture content and particle size
Quality Assurance: Perfect Transformation from Raw Materials to Finished Products
Every process stage undergoes meticulous design and strict control. From precise raw material proportioning to controlled mixing and granulation, through to final packaging and storage, the entire production process reflects an uncompromising pursuit of quality. The resulting compound fertilizers feature uniform nutrient distribution, firm granules, excellent solubility, and optimal soil compatibility.
The NPK fertilizer production line represents not only the technical achievement of modern agricultural chemistry but also a vital force driving sustainable agricultural development. Through its stable performance, efficient output, and exceptional product quality, it’s helping farmers worldwide produce better crops in more environmentally friendly and economical ways, making indispensable contributions to global food security.
To achieve the goal of efficient fertilizer production, low-energy retrofitting of NPK fertilizer production lines has become an industry imperative, with key improvements focused on optimizing technologies in high-energy-consuming processes.
In the raw material pretreatment stage, a waste heat recovery system is used to redirect 80-120°C exhaust gases generated during the drying process into the pulverization process, reducing energy consumption by 18%-22% and simultaneously reducing thermal emissions.
In the granulation process, a core energy consumer, traditional steam heating is gradually being replaced by electromagnetic heating, increasing heating speed by 50% and boosting thermal efficiency from 65% to over 90%. This reduces energy consumption per ton of product by approximately 80 kWh.
A closed-loop cooling system is introduced in the cooling process, increasing water reuse from 30% to 95% while minimizing the impact of circulating water on the surrounding environment.
In addition, the NPK fertilizer production line has achieved refined management and control through motor frequency conversion and an intelligent energy consumption monitoring platform. This platform monitors power changes across each device in real time, allowing for timely adjustment of operating parameters and avoiding idle energy consumption. Data shows that after systematic low-energy consumption upgrades, the NPK fertilizer production line can reduce overall energy consumption per ton of NPK fertilizer by 25%-30%, achieving both environmental and economic benefits.
The impact of low temperatures in northern winter on organic fertilizer fermentation efficiency has necessitated low-temperature adaptation of organic fertilizer production lines. Key measures focus on maintaining fermentation temperature and raw material pretreatment.
In terms of bacterial strain selection, production lines must utilize low-temperature-tolerant composite inoculants to ensure viability at temperatures between 5-15°C (with a viable bacterial count retention rate exceeding 85%), shortening fermentation start-up time to within 24 hours.
In terms of workshop design, insulation and a photovoltaic-assisted heating system are required to maintain the fermentation room temperature above 10°C through solar heating. Some organic fertilizer production lines also utilize closed fermentation chambers, utilizing bioheat generated during the fermentation process to maintain a constant internal temperature (temperature fluctuations within ±3°C).
In raw material pretreatment, to address the difficulty of raw materials such as straw degrading at low temperatures, production lines incorporate a pre-crushing step (crushing the raw materials to 0.5-1 cm) and use hot water humidity control (controlled at 30-40°C) to raise the initial raw material temperature and ensure fermentation efficiency.
These adaptation measures have increased the capacity utilization rate of organic fertilizer production lines in northern winter from the original 50% to over 80%, and the organic matter content of finished fertilizers has stabilized at over 55%, effectively ensuring the supply of fertilizers for agricultural production in northern winter.
During the rainy season, humidity is high, and organic fertilizer raw materials easily absorb moisture and clump together. This can lead to production line blockages and slow fermentation if not carefully considered. In fact, smooth production can be achieved by making three moisture-proof adjustments to the organic fertilizer production line. Include a moisture control step in the pretreatment process. Install a small drying device before the pulverizer to reduce the moisture content of raw materials such as straw and manure from over 65% to 55%-60%, preventing wet materials from sticking to the pulverizer blades. Add a moisture detector to the mixer outlet. If the raw materials are too wet, it will automatically prompt the addition of dry sawdust, eliminating the need for empirical judgment and reducing the risk of subsequent granulation blockages.
The fermentation process requires both rain protection and ventilation. Build a simple canopy over the fermentation pile to prevent rain from directly falling on it. After each turning, place a layer of dry straw on the surface of the pile. This absorbs moisture and allows for ventilation inside the pile, preventing stagnation. If the humidity in your workshop exceeds 80%, install several industrial fans in the fermentation area to improve air circulation and prevent the fermentation cycle from being extended during the rainy season. The pelletizing process requires timely cleaning. During the rainy season, raw materials are prone to sticking to the pelletizer’s ring die. Every two hours of production, stop the fertilizer granulator and use a special scraper to clean the sticky material from the die holes. Don’t wait until it accumulates. The conveyor belt at the discharge port can be covered with an anti-stick mat to prevent pellets from sticking, reducing cleaning time. With these adjustments, your organic fertilizer production line can operate as efficiently as normal during the rainy season, eliminating the need to worry about wet raw materials and slow fermentation.
When a fertilizer plant decides to upgrade its production line machinery to increase output, it seems like a quick path to greater efficiency. However, in practice, a series of interconnected issues often arise, spanning technical, operational, cost, and safety aspects.
When a fertilizer plant decides to upgrade its production line machinery to increase output, it seems like a quick path to greater efficiency. However, in practice, a series of interconnected issues often arise, spanning technical, operational, cost, and safety aspects. The core challenge frequently lies in fertilizer granules compaction consistency, where even minor adjustments to the fertilizer production machine can create ripple effects throughout the entire NPK manufacturing process.
For instance, switching from a rotary drum granulator to a roller press granulator might improve production speed but create downstream complications in the organic fertilizer production line. The fertilizer compaction machine may require different raw material formulations, while the organic fertilizer production machine might struggle with altered moisture content from the new compaction method. These technical interdependencies often reveal themselves only during operation, requiring additional calibration, staff retraining, and sometimes even partial line reconfiguration – turning what seemed like a straightforward upgrade into a complex optimization challenge affecting everything from product quality to worker safety.
First, technology mismatch and integration issues are common. Upgraded, high-capacity machinery (such as a new granulator or mixer for a nitrogen, phosphorus, and potassium compound fertilizer production line) may not be compatible with the existing production line’s cadence. For example, a fertilizer plant in Shandong Province replaced an aging compost turner in its organic fertilizer production line with a high-speed model to increase output. However, it discovered that the subsequent drying equipment (still using the original, low-capacity configuration) was unable to handle the sudden increase in semi-finished products. This created a “bottleneck effect,” forcing the upgraded machinery to operate at half capacity, failing to achieve the expected increase in output and even resulting in material backlogs and waste. Furthermore, if the advanced control systems used in the new equipment (such as IoT-based smart monitoring) are incompatible with the plant’s existing centralized control platform, data disconnection may occur, making it impossible to coordinate production parameters (such as temperature and mixing ratio) across the entire production line. Second, runaway cost overruns and extended payback periods often catch factories off guard. Beyond the initial equipment purchase costs, hidden costs accumulate. A Henan factory upgraded its bulk mixed fertilizer production line to expand granular fertilizer production, initially budgeting $800,000 for a new batcher and conveyor belt. However, during installation, the factory discovered the existing floor could no longer support the weight of the new equipment, necessitating an additional $200,000 in structural reinforcement. Following the upgrade, the factory also had to spend $50,000 on employee training to operate the new automatic feeding system and $30,000 on spare parts because the new equipment’s components were not interchangeable with the old. These unplanned costs extended the payback period from the projected 18 months to over 24 months, putting pressure on the factory’s cash flow.
Third, operational disruptions and quality fluctuations pose immediate risks. Equipment upgrades often require production downtime—even a short one- to two-week stoppage can delay orders, especially for factories with long-term bio-organic fertilizer production contracts, which have tight raw material fermentation cycles. Even worse, upon resumption of production, untrained operators may mishandle the new equipment. When upgrading the pulverizing equipment in its organic fertilizer production line, a factory in Jiangsu discovered that operators unfamiliar with the new equipment’s adjustable speed settings were using excessive pulverizing force. As a result, 15% of the finished organic fertilizer pellets were too fine (not meeting particle size standards) in the first month after the upgrade. This not only resulted in a 5% loss of production due to rework, but also damaged the factory’s reputation with key customers.
Fourth, safety and compliance risks should not be ignored. Upgraded machinery (for example, the high-pressure reactor in the NPK fertilizer production line) may have new safety requirements that the factory’s existing procedures fail to address. For example, a fertilizer plant in Hebei installed a new, high-capacity blender for NPK fertilizer production but failed to update its safety inspections. During a routine run, the blender’s overheat protection system (a new feature) malfunctioned. Unaware of how to troubleshoot the problem, the worker continued to operate the blender, ultimately resulting in a minor material burn. Furthermore, if the upgraded machinery fails to meet the latest environmental standards (for example, improving dust removal efficiency in bulk mixed fertilizer production lines), the factory could face fines or production suspensions from environmental protection authorities, further delaying the achievement of production targets. In summary, while machinery upgrades are intended to increase production, they require comprehensive planning—from assessing technology compatibility and budgeting for full costs to employee training and updating safety procedures. Neglecting any one of these areas can turn a well-thought-out upgrade into a source of operational chaos.