As a major waste product of the oil palm processing industry, oil palm empty fruit bunch, with their rich organic matter and unique physical properties, have become a high-quality raw material for organic fertilizer production lines. Their deep integration with various stages of the production line not only realizes waste resource utilization but also optimizes the organic fertilizer production process.
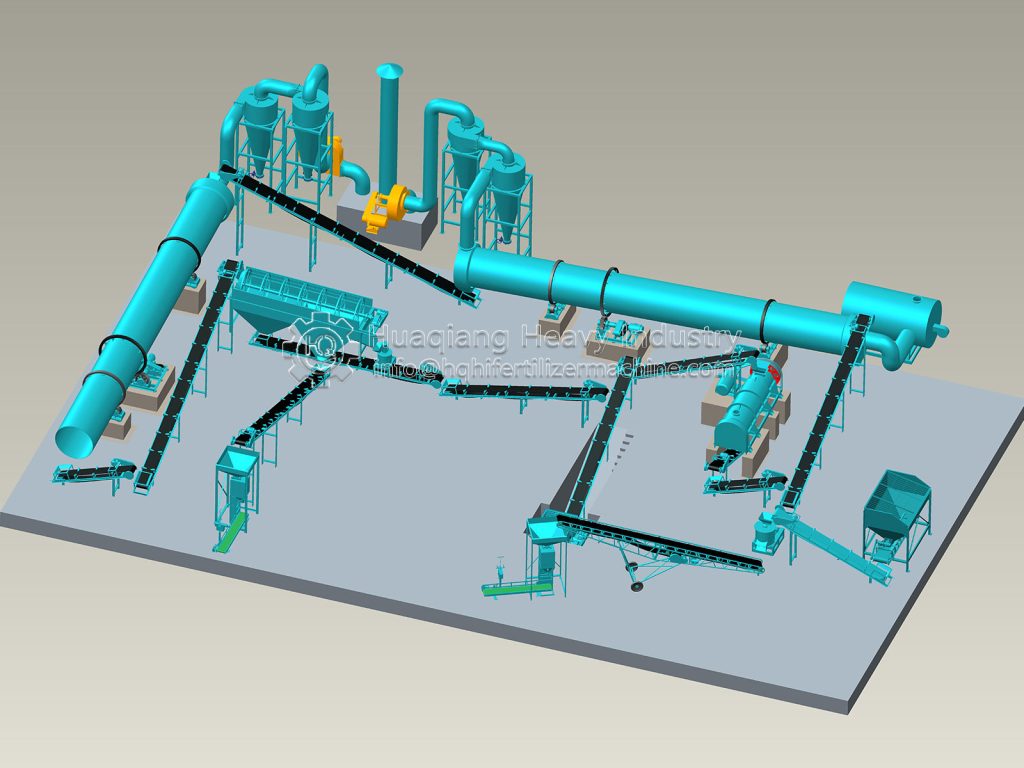
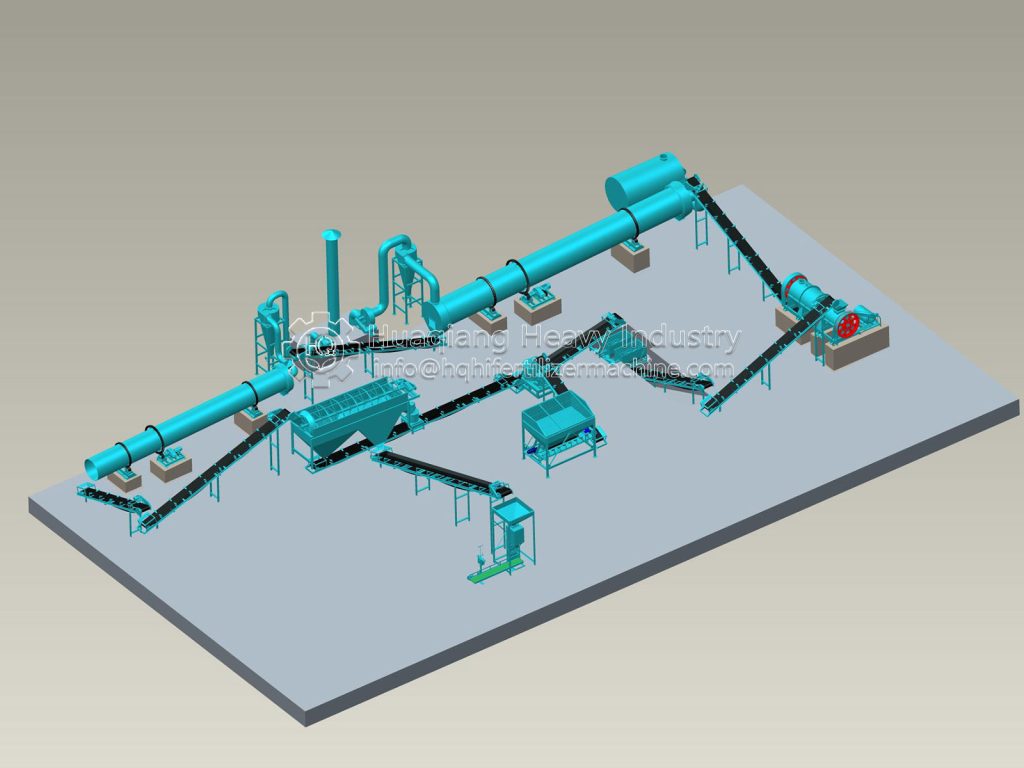
In the raw material pretreatment stage, oil palm empty fruit bunch need to be processed by crushing equipment to break them into 1-3 mm granular materials. This removes coarse and hard impurities while retaining an appropriate amount of fiber structure. The crushed material is then mixed with livestock and poultry manure, microbial agents, etc., in a specific ratio. Its loose properties naturally adjust the carbon-nitrogen ratio of the mixture while improving its permeability, laying the foundation for subsequent fermentation.
In the fermentation stage, oil palm empty fruit bunch a highly efficient combination with a compost turning machine. During the composting and fermentation of the mixed materials, the fibrous structure of the oil palm empty fruit bunch prevents the pile from compacting, while the periodic turning by the compost turner further enhances aeration, allowing aerobic microorganisms to multiply rapidly and maintaining the composting temperature at a stable 55-65℃.
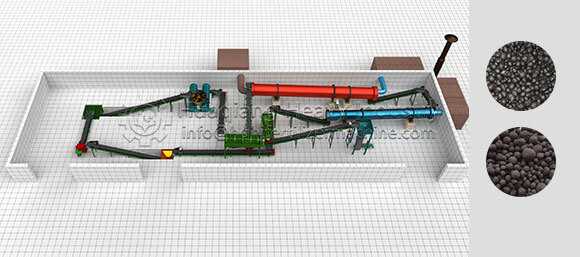
In the post-processing stage, the composted oil palm empty fruit bunches are suitable for the forming requirements of organic fertilizer granulators. Their residual fiber toughness enhances granule cohesion, preventing breakage due to compression during granulation and avoiding die clogging, thus improving granulation efficiency. The formed granular organic fertilizer, retaining some of its fibrous structure, possesses both long-lasting fertilizing effects and soil-improving functions.
The deep integration of oil palm empty fruit bunch with the organic fertilizer production line solves the waste disposal problem and optimizes the production process through the characteristics of the raw materials.