Producing high-quality, high-efficiency organic fertilizer requires balancing nutrient safety and production efficiency. The core lies in precise control across the entire chain—raw materials, processes, equipment, and quality control—to achieve a dual improvement in quality and efficiency.
Raw material control is fundamental and a prerequisite. Selecting organic raw materials free of impurities, heavy metals, and pathogens, and precisely adjusting the carbon-to-nitrogen ratio to 25-35:1 and moisture content to 60%-65%, avoids raw material issues that could cause composting stagnation. Pre-treatment and crushing are also crucial to reduce subsequent processing time and pave the way for efficient production.
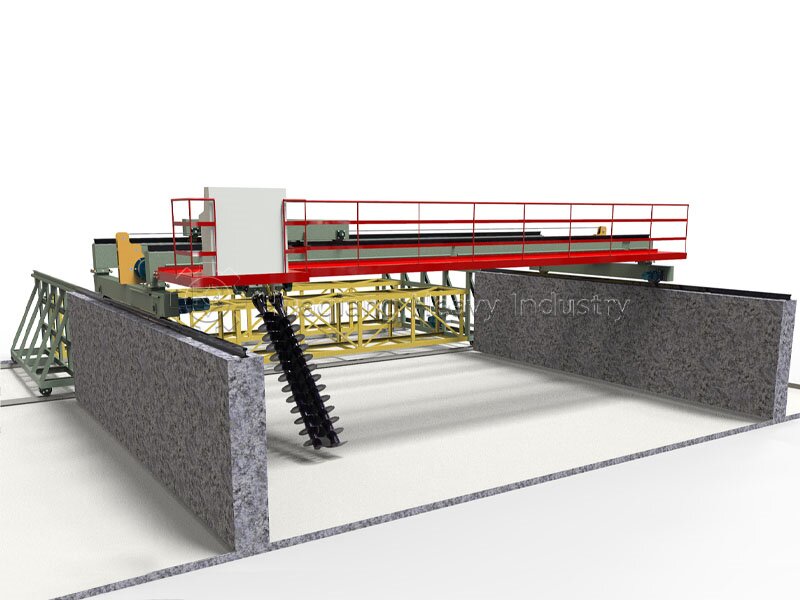
Process optimization balances quality and efficiency. A temperature-controlled fermentation process is employed, maintaining a high temperature of 55-65℃ for at least 3 days to thoroughly kill pathogens and insect eggs while shortening the composting cycle. Reasonable control of turning frequency, using a compost turning machine to ensure aeration of the compost pile, prevents uneven composting in certain areas, and improves overall fermentation efficiency.
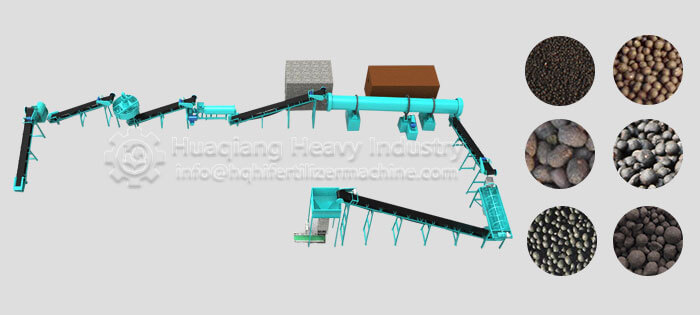
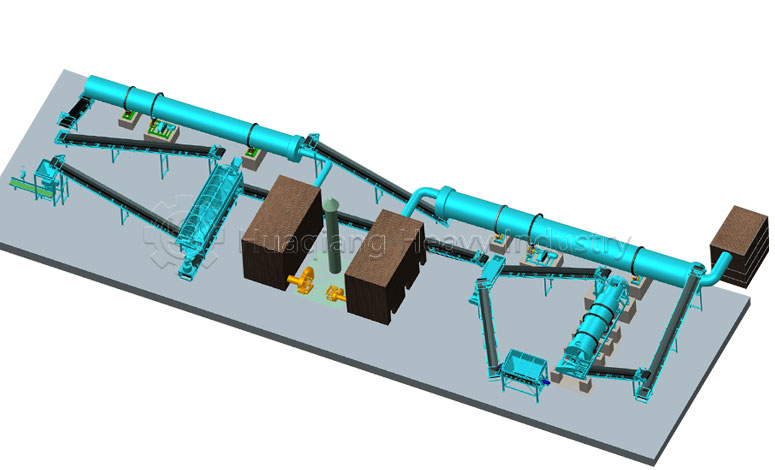
Equipment compatibility is key to efficient mass production. Selecting suitable organic fertilizer composting equipment for the raw materials, coupled with an automated organic fertilizer production line, achieves seamless integration of pretreatment, fermentation, granulation, and screening processes, reducing labor and transportation losses. Regular equipment maintenance ensures stable operation, preventing malfunctions from hindering progress and affecting quality.
Comprehensive quality control ensures stable finished product quality. A system for raw material testing, process monitoring, and finished product sampling has been established, focusing on testing indicators such as organic matter, pH value, and heavy metal residues. Qualified finished products are promptly sealed and stored to prevent moisture absorption and deterioration, ensuring quality standards are met and production capacity remains stable.